Токарный патрон — важный элемент оснастки токарного станка. От того, насколько надежно закреплена заготовка на станке, зависит точность обработки. От качества изготовления патрона — зависит длительность эксплуатации. В процессе совершенствования металлообрабатывающих технологий было разработано множество конструкций патронов, из которых были выбраны наиболее эффективные.
Содержание
- Закрепление патронов на токарном станке
- Виды токарных патронов
- Двухкулачковые патроны
- Трехкулачковые патроны
- Четырехкулачковые патроны
- Выбор токарного патрона
- Описание станка
- Технические характеристики
- Конструкция и принцип работы
- Электрическая система станка
- Особенности ремонта
- Инструкция по эксплуатации
- СТД-120М, СТД-120 Станок токарный по дереву настольный учебный. Назначение, область применения
- СТД-120М Общий вид токарного деревообрабатывающего станка
- СТД-120М Общий вид токарного деревообрабатывающего станка без защитного кожуха и ограждения
- Состав токарного станка СТД-120М (рис.2)
- Схема кинематическая токарного станка СТД-120М
- Передняя бабка токарного станка СТД-120М
- Конструкция передней бабки токарного станка СТД-120М
- Приспособления для закрепления и обработки заготовок на токарном станке СТД-120М
- Задняя бабка токарного станка СТД-120М
- Подручник с держателем станка токарного СТД-120
- Схема электрическая принципиальная токарного деревообрабатывающего станка СТД-120М
- Электрооборудование станка токарного деревообрабатывающего СТД-120М
- Технические характеристики токарного станка СТД-120М
- Устройство токарного станка
Закрепление патронов на токарном станке
Крепление и центрирование токарных патронов производится на шпинделе токарного станка. Диаметры патронов и способы их крепления — стандартизированы. В зависимости от производителя патроны будут обозначаться типом (по ISO) или исполнением (по Гост). Распространенная конструкция конца шпинделя — это крепление типа С или типа D (cam-lock). Существуют и другие конструкции шпинделя.
Для крепления токарных патронов широко используются фланцы и планшайбы, размещаемые на шпинделе. Они имеют такую же конструкцию, как и фланец токарного патрона, однако такие приспособления позволяют значительно повысить универсальность, поскольку на них можно устанавливать различные патроны. На планшайбах имеются многочисленные отверстия для затяжных болтов и центрирующий выступ. При установке патрона на планшайбу или фланец также можно добиться высокой точности.
Виды токарных патронов
Токарные патроны делятся на такие виды:
- Механические. Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
- Механизированные: Пневматические, гидравлические, электрические. Автоматизируют процесс зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра. Электрические. не получили широкого распространения.
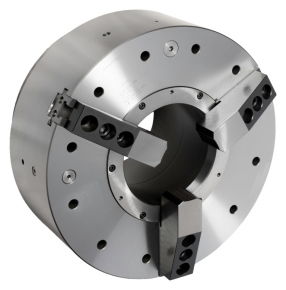 |
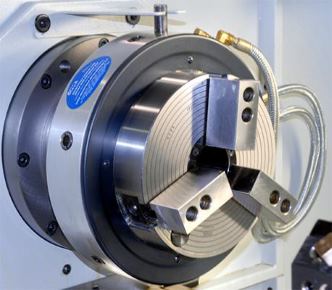 |
| Токарный патрон с механическим управлением | Патрон с пневматическим приводом |
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Двухкулачковые патроны

Патроны этого типа имеют достаточно простое строение. Они могут быть ручными с двухзаходным винтом или с механическим приводом. В ручных устройствах винт располагается либо среди кулачков, либо сбоку.
Главный недостаток двухкулачковых патронов — при перекосе кулачков в направляющих из-за боковых зазоров происходит смещение центра заготовки. Поэтому направляющие тщательно шлифуют, а кулачки подгоняют под них с минимальным зазором.
Ходовой винт выполняется из прочных легированных сталей с высоким содержанием хрома. Кулачки производятся из цементируемой стали, термическая обработка которой придает высокую прочность.
Трехкулачковые патроны
Трехкулачковый патрон получил наибольшее распространение. Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто.
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
Четырехкулачковые патроны
Патрон этого типа имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности. С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
Наиболее простые четырехкулачковые токарные зажимы представляют собой чугунную планшайбу, на которой винтами зажимаются кулачки. Планшайба имеет лучевые пазы, на которых возможно размещение дополнительной оснастки.
Для крупных станков используются массивные патроны с Т-образными пазами. Перемещение кулачков выполняется винтами, ось которых лежит на плоскости планшайбы. В таких патронах часто используются составные кулачки.
Выбор токарного патрона
Выбор патрона ведется в зависимости от обрабатываемой детали. Двухкулачковые патроны применяются для зажима небольших фасонных заготовок. Для простых симметричных заготовок чаще всего используются трехкулачковые патроны, которые позволяют быстро закрепить деталь на шпинделе. Чтобы зажать несимметричную деталь, применяются двух- или четырехкулачковые патроны. Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Если длина заготовки превышает ее диаметр в 4 раза и более, то ее крепление выполняется патроном, в зависимости от формы, и подвижным центром задней бабки. Другим вариантом является применение крепления заготовки в центрах с использованием поводкового патрона для передачи вращающего момента. Таким образом можно закреплять деталь, длина которой превышает диаметр в 10 раз. Для еще более длинных заготовок используются дополнительные опоры — люнеты.
Несмотря на все разнообразие патронов для токарных станков с ЧПУ, некоторые детали сложной и несимметричной формы невозможно закрепить в них. Для таких заготовок используются планшайбы с противовесом.
Дата внесения последних изменений 16.06.2020
Токарный станок по металлу модели 1А616 — изделие, широко известное в профессиональных кругах. Агрегат выпускался Средневолжским станкостроительным заводом с середины 50х годов. Сегодня производство модели прекращено, однако на вторичном рынке можно приобрести оборудование в хорошем состоянии. Популярность станка объясняется его высокой надежностью классом точности обработки заготовок, а также функциональностью.
Описание станка
Модель 1А616 имеет средний вес и габариты, рассчитана на работу в условиях крупносерийного производства. Станок рассчитан на работу с деталями небольших размеров. Он позволяет применять для обработки широкий набор инструментов — как быстрорежущей группы, так и изготовленных из твердосплавных материалов.
Агрегат может оперировать заготовками конической, цилиндрической, овальной формы. При работе (описание схемы взаимодействия) происходит вращение детали относительно резца или иного рабочего инструмента. Конструкция шпинделя и зажимного патрона — позволяет станку обрабатывать заготовки малого, среднего веса.
Наибольшая функциональность модели 1А616 наблюдается в области создания резьбы. Станок позволяет делать:
- питчевую;
- дюймовую;
- модульную;
- метрическую резьбу.
Шаг резьб может меняться в широких пределах. Доступны также следующие группы операций:
- обточка цилиндрических и конических поверхностей;
- обработка торцов заготовок;
- сверление;
- резка канавок, пазов;
- развертка отверстий, как конической, так и цилиндрической формы;
- накатка рифлений с сетчатым рисунком.
Резка резьбы в отверстиях может производиться как резцами, так и метчиком. Благодаря такому широкому набору функций — станок 1А616 пользуется большой популярностью и получает положительные отзывы профессиональных токарей.
Технические характеристики
Полная характеристика станка приведена в документации. Подробные данные о параметрах шпинделя, коробки подач, резцов, салазок, задней бабки — содержит технический паспорт на устройство. Краткий список, содержащий особенности, параметры 616 токарного станка, можно сформулировать следующим образом:
- масса оборудования 1500 кг;
- габариты станка 2135х1225х1220 для длины, ширины, высоты соответственно;
- высота центров над уровнем станины 165 мм;
- максимальный диаметр зажимаемого в патроне бруска 34 мм;
- максимальный габарит детали, обрабатываемой над блоком суппорта — 180 мм;
- максимум диаметра заготовки для обработки в зоне станины — 320 мм;
- эффективный ход суппорта — 660 мм (протяженность зоны обтачивания);
- шаги резьбы от 0,5 до 24 мм для метрической, от 56 до 1 нитки на дюйм для дюймовой, от 0.25 до 22 модулей для модульной, от 128 до 2 в питчах.
Станок скомпонован по классической схеме, которая используется и на современных аналогах данного оборудования. Суппорт агрегата может перемещаться поперек приводного винта, данная механика движения реализуется только вручную, поворотом колеса. Максимум движения поперек винта — 195 мм.
Устройство привода суппорт для продольной подачи обеспечивает передачу мощности от двух источников. Блок может приводить в движение как винт, так и валик. Суппорт двигается в продольном направлении на максимум 670 мм (660 мм эффективного хода).
Характеристики узла передней шпиндельной бабки следующие:
- частоты вращения от 9 до 1800 об/мин;
- доступно вращение в прямом и обратном направлении;
- количество степеней в обоих направлениях вращения — 21;
- стандарт внутреннего конуса — Морзе 5.
Характеристики резцового блока:
- резец располагается на уровне 25 мм от центров агрегата;
- расстояние от межцентровой оси до кромки держателя — 170 мм;
- расстояние от межцентровой оси до плоских направляющих — 165 мм;
Для уменьшения времени технологических простоев, повышения производительности, безопасности — шпиндельный блок оснащен тормозом. Также, предусмотрен механизм блокировки рукояти, что позволяет быстро снимать заготовки и устанавливать новые детали для работы.
Конструкция и принцип работы
Принцип работы станка 1А616 — классический, применена схема воздействия неподвижной кромки резца на вращающуюся заготовку. Особенности работ также привычны для квалифицированного токаря.
- Заготовка или деталь для изменения характеристик — зажимается в патроне. При некоторых типах обработки — элемент фиксируется в центрах.
- В резцедержатели блока резцов устанавливаются режущие инструменты. Их количество может достигать четырех.
- Для модификации характеристик существующих в детали проемов — в пиноли задней бабки фиксируется соответствующее задаче инструментальное оснащение.
- При работе надлежащее воздействие резца на поверхность обрабатываемой заготовки производится тремя типами движения: поступательного (инструмента, в продольном и поперечном направлении), вращения детали.
Для достижения высокой производительности предусмотрена быстрая замена приводного ремня шпинделя. Для этого не нужно снимать патрон. Клиновые ремни располагаются между опорами шпинделя, для их легкой замены в случае износа или возникновения нештатной ситуации непосредственно в процессе работы — предусмотрена специальная конструкция обратной опоры.
Конструктивно станок 1А616 состоит из нескольких функциональных блоков:
- задней бабки с перемещаемой пинолью и рукояткой фиксации ее положения;
- колеса коробки скоростей;
- встроенного электрошкафа, в котором располагается основная 1А616к электросхема;
- фартук с зоной блока шестерен передачи момента;
- две тумбы опоры (задняя и передняя);
- передняя бабка шпиндельного типа, с блоком повышения шага и переборным устройством;
- коробка подач;
- станина;
- система охлаждения;
- коробка переключения скоростей.
В комплектацию станка входит поддон, где при работе скапливается стружка и куда производится дренаж жидкости из контура охлаждения.
Электрическая система станка
Монтаж электрооборудования станка производится на заводе изготовителе, параметры предлагаются в зависимости от сферы применения оборудования.
Для предприятий и крупных мастерских — предлагается питание от трехфазной сети 380В. Для индивидуальных предпринимателей и малых мастерских — интересен станок, запитываемый от линии переменного тока 220В. Есть варианты агрегата с подводимым напряжением в 500В. От схемы питания зависят некоторые характеристики электросистемы в целом.
В конструкции 1А616 используется два электродвигателя.
- Первый: главного привода станка, мощностью в 4кВт, с номинальными оборотами ходового вала 1430 в минуту. В зависимости от питания системы, устанавливается модель на 380 или 220В.
- Второй: системы охлаждения, подающий состав в зону резания. Его мощность 0,12 кВт при оборотах в 2800 в минуту.
Общая электрическая схема токарного станка 1А616 включает следующие элементы:
- группу контакторов (пуска двигателя, рабочего хода, обратного вращения);
- плавких предохранителей защиты;
- реле напряжения;
- основного выключателя силового ввода;
- выключателя насоса системы охлаждения;
- реле изменения скорости вращения вала двигателя;
- реле главного контактора (отвечает за включение и выключение станка);
- трансформатора понижающего типа;
- переключателей управления;
- указателя нагрузки;
- выпрямителя селенового типа.
Вся электросистема монтируется в общем корпусе встроенного электрошкафа, с выводом соответствующих элементов управления на переднюю панель. Руководство к оборудованию содержит подробные инструкции, описывающее базовое управление станком, а также порядок работ при первичной проверке, замене предохранителей, другим операциям обслуживания.
Отдельно рассматривается блок освещения рабочей зоны, запитываемый от понижающего трансформатора основной электросистемы. Он состоит из выключателя и лампы. Ее корпус может перемещаться на гибком подводе, изменяя положение для удобного направления светового потока.
Особенности ремонта
Особенности разборки и замены элементов есть практически у всех узлов станка 1А616. Чтобы не ошибиться — следует проводить работы, внимательно изучив чертежи, которые содержит инструкция по эксплуатации оборудования. Также, много информации по проведению отдельных операций ремонта можно найти на специальных ресурсах.
Для производства сложных работ, например, замены кулачковой муфты — следует четко следовать инструкции, приведенной в документации к оборудованию. Здесь есть все данные, касающиеся ремонта, позволяющие отрегулировать подшипник или настроить работу целого функционального узла станка.
Как снять патрон
Некоторые работы достаточно просты. В частности, снятие патрона. Он конусного типа, фиксируется четырьмя гайками планшайбы на болтах. Чтобы снять данный элемент узла — достаточно их открутить. Стоит отдельно отметить: в некоторых модификациях станка съемная планшайба не используется, вместо нее на шпинделе расположена несъемная посадка под патрон.
Как снять планшайбу
Снять планшайбу сложно. Она очень плотно накручивается на шестеренчатый вал передней бабки, масса детали достаточно велика, поэтому вручную провернуть соединение — практически невозможно. Опыт разборки без применения специальных приспособлений показал эффективность следующих вариантов, которые потребуют задействования шестерней коробки передач.
- Развести кулачки патрона, поместить между ними лом или более тонкий пруток металла. Провернуть шпиндель так, чтобы рычаг расположился в удобном для опускания с силой положении чуть выше головы. Включить коробку шестерен передачи на минимальные обороты и включить перебор. При начале вращения — резко потянуть пруток вниз. Данная операция потенциально опасна, как получением травмы, так и повреждением элементов коробки.
- Зажать в патроне шестигранник с надетым на него накидным ключом или металлический пруток поперек оси. Провернуть шпиндель так, чтобы конец рычага опирался на заднюю направляющую станины. Переключить КПП на малые обороты, обратное вращение и включить привод. Чтобы не повредить поверхность направляющей — рекомендуется подложить под рычаг доску или другой демпфер.
Данные способы применяются при ручной разборке. Однако для проведения ремонтов такого рода — рекомендуется пригласить профессионалов со специальным оборудованием.
Ремонт коробки скоростей
В случае корректировки натяжения приводных ремней производится ремонт коробки скоростей. Для этого отвинчиваются крепежные винты, делается регулировка соответствующей гайкой для каждого шкива, после чего — крепежные элементы устанавливаются на место.
Не представляет сложности и замена клиновидных ремней двенадцатиступенчатой КПП. Для этого частично демонтируется система смазки. Снимают колпак, фланец, винты и трубки подачи. После — закручивают винты М12 в предусмотренные для этого отверстия, до выхода буксы из передней бабки. Производят вставку ремней на шов и производят все проделанные операции в обратном порядке.
Инструкция по эксплуатации
К работе со станком 1А616 не должен допускаться персонал без соответствующей квалификации. Выполнение операций разрешается работникам, получившим первичный инструктаж, о чем должна быть сделана отметка в журнале техники безопасности.
Правила эксплуатации учитывают как постоянно проводимые операции, так и пусконаладочные работы. Последние выполняются после доставки оборудования с завода или от покупателя, по окончании установки на жестком фундаменте.
- С открытых поверхностей и корпусов узлов — очищается коррозионный налет и загрязнения.
- Согласно документации к оборудованию, проверяется уровень масла и при необходимости производится долив.
- В случае проведения постоянных работ с охлаждением, в бак системы заливается соответствующий состав. Проверяется установка накопительного поддона.
- Осматриваются силовые кабеля, проверяется соединение с источником питания.
Если станок приобретен на вторичном рынке — рекомендуется проверить все параметры зазоров, натяжений, другие показатели настройки системы. По окончании наладочных работ — производится тестовый пуск агрегата на малых оборотах.
Перед производством постоянных операций — проводится проверка состояния питающей линии, визуальный осмотр узлов станка. После этого станок обесточивается, устанавливаются резцы, другое нужное оснащение, настраиваются обороты шпинделя, осуществляется крепление детали в патроне или центрах. Только после этого на оборудование подается напряжение и осуществляется пуск главного привода.
Производителем токарного станка по дереву стд-120м является ИП Чупраков Роман Викторович, город Киров. Адрес сайта: http://std120.ru
СТД-120М, СТД-120 Станок токарный по дереву настольный учебный. Назначение, область применения
Токарный станок по дереву СТД-120М предназначен для изготовления малогабаритных деталей из древесины. Он выгодно отличается от своего предшественника — станка СТД-120 прежде всего тем, что травмоопасные зоны имеют защитное ограждение, рабочее место оборудовано местным освещением, усовершенствована электрическая схема управления, приняты меры по снижению уровня шумов и вибрации, специально разработана система механизированного удаления отходов — пылестружкоулавливающая установка.
Учебный токарный станок по дереву СТД-120М предназначен для выполнения легких токарных работ по дереву и в центрах, на планшайбе или в патроне, а также для выполнения несложных сверлильных работ:
- точение цилиндрических и профильных тел вращения
- торцевание, закругление и отрезание заготовок под различными углами
- внутреннее точение по заданному профилю и сверление
- профильную и декоративную обработку плоских поверхностей большого диаметра на планшайбе (типа тарелки, чашки)
СТД-120М Общий вид токарного деревообрабатывающего станка
СТД-120М Общий вид токарного деревообрабатывающего станка без защитного кожуха и ограждения
Состав токарного станка СТД-120М (рис.2)
Станок состоит из следующих сборочных единиц и деталей:
- электродвигатель
- кнопочный выключатель
- клиноременная передача
- шпиндель
- передняя бабка
- кнопочный блок
- светильник
- корпус с центром-вилкой
- подручник
- защитный экран
- рукоятка зажима
- ограждение станка
- задняя бабка
- маховик
- станина с направляющими
- опорная лапа
- закрепляющая гайка
- пиноль
- центр
- рукоятка стопора
- держатель (каретка)
- двухрожковая гайка
- деревянная платформа
- опорные бруски
- щель для отсасывания отходов
Схема кинематическая токарного станка СТД-120М
Передняя бабка токарного станка СТД-120М
Конструкция передней бабки токарного станка СТД-120М
Передняя бабка станка токарного СТД-120М служит для установки и крепления заготовки и передачи ей вращательного движения.
Передняя бабка состоит из фасонного корпуса, отлитого из чугуна. В нем соосно расточены два отверстия для радиальных сферических подшипников.
Шпиндель представляет собой стальной фасонный вал, на правом конце которого нарезана резьба для навертывания патрона, планшайбы и других специальных приспособлений для закрепления заготовок.
На левом конце шпинделя насажен двухступенчатый приводной шкив, получающий движение через клиноременную передачу от электродвигателя. С обеих сторон на бабке крепятся крышки с войлочными набивками.
Для пуска и остановки шпинделя станка СТД-120М на корпусе передней бабки размещен пост управления, а сверху – светильник.
Клиноременная передача. На валу электродвигателя станка токарного СТД-120м жестко закреплен двухступенчатый шкив, который при помощи клинового ремня передает вращение двухступенчатому шкиву, закрепленному на шпинделе станка СТД-120. Переставляя ремень с одной ступени на другую, можно менять частоту вращения шпинделя. Клиноременная передача станка СТД-120м закрыта металлическим ограждением, открывающаяся крышка которого сблокирована через конечный выключатель с электродвигателем. При ее открывании происходит отключение электродвигателя и шпиндель станка СТД-120м останавливается.
На валу электродвигателя жестко закреплен двухступенчатый шкив, который при помощи клинового ремня передает вращение двухступенчатому шкиву, закрепленному на шпинделе станка. Клиноременная передача закрыта металлическим ограждением, открывающаяся крышка которого сблокирована через конечный выключатель с электродвигателем так, что при ее открывании происходит отключение электродвигателя и станок останавливается. Крышка ограждения запирается при помощи винта.
Приспособления для закрепления и обработки заготовок на токарном станке СТД-120М
- а — спиральный самоцентрирующий патрон
- б — чашечный патрон
- в — трезубец
- г — тисочный патрон
- д — планшайба
- е — цилиндрический патрон
- ж — корпус с центром-вилкой
- з — специальный патрон с зубцами
- 1 — зубцы
- 2 — центральный зубец
- 3 — ограждение зубцов
- 4 — конус патрона
В зависимости от вида заготовки и выполняемых работ на шпиндель станка СТД-120м должно быть установлено одно из приспособлений, входящих в комплект станка: патрон, центр-вилка или планшайба. Патрон СТД-120М служит для закрепления коротких заготовок при обработке с торца. Центр-вилка станка СТД-120 предназначена для закрепления длинных деревянных заготовок при обработке в центрах. Планшайба станка СТД-120м представляет собой металлический диск, в центре которого выступает бобышка с внутренней резьбой для навертывания на шпиндель.
В зависимости от формы и назначения будущей детали заготовку устанавливают в центрах передней и задней бабок или на шпиндель передней бабки. Во всех случаях заготовку следует установить так, чтобы она воспринимала вращательное движение шпинделя. Для этих целей существует много приспособлений, которые можно разделить на следующие группы: для закрепления заготовки в центрах, для закрепления заготовки за наружную поверхность и для закрепления заготовки за отверстия.
Для закрепления заготовки в центрах наибольшее распространение получил трезубец. Один конец трезубца имеет форму конуса соответственно конусу в шпинделе передней бабки, а другой конец — форму трезубой вилки. При закреплении заготовки один ее конец с намеченным пазом вставляют в трезубец, а второй поджимается центром пиноли задней бабки.
Для закрепления заготовки за наружную поверхность служат следующие приспособления: чашечные, тисочные и кулачковые патроны, планшайба.
Чашечный патрон имеет с одной стороны цилиндрическую полость, а с другой — конический хвостовик для установки в шпиндель передней бабки. Округленную часть заготовки плотно вставляют (заколачивают) в полость патрона или зажимают болтами.
Тисочный патрон применяют в тех случаях, когда часть изделия имеет форму четырехугольника (граненую поверхность). Для обработки заготовку вставляют в тиски патрона и зажимают винтом. Чашечные и тисочные патроны иногда вместо конических хвостовиков имеют винтовые нарезки для установки на наружной части шпинделя.
Для закрепления изделий за наружную поверхность применяют, также, трехкулачковые самоцентрирующиеся и четырехкулачковые патроны с независимым перемещением кулачков. Трехкулачковый патрон обеспечивает быстрое и надежное зажатие и центрование заготовки благодаря одновременному радиальному перемещению кулачков. Каждый трехкулачковый патрон может служить для закрепления изделия как за наружную, так и за внутреннюю поверхность. Для этого такие патроны снабжают двумя комплектами кулачков.
Для задней бабки целесообразно применять самовращающийся центр (на подшипниках) с конусом Морзе.
На планшайбе обрабатывают большие заготовки и плоские диски, для чего в ней предусмотрены отверстия, через которые винтами крепят заготовку. Необходимо учитывать, что винты не должны выходить на обрабатываемую поверхность заготовки. Планшайбу навинчивают на шпиндель после закрепления заготовки.
Массовое применение для крепления изделий из отверстия имеют различные оправы. Конструкции оправ выбирают в зависимости от назначения изделия, они бывают в основном двух типов — рифленые и цанговые.
Для изготовления на токарном станке по обработке различных деталей применяют резак-пилу. Данное приспособление можно использовать и для отрезания колец от алюминиевых и латунных трубок (на токарном станке по обработке металла) и для отрезания заготовок из пластмасс, оргстекла и других материалов.
При работе резак-пила устанавливается на подручник станка так, чтобы планка опиралась на обрабатываемую поверхность заготовки. Затем резак равномерно подается вперед. Ограничитель дает возможность установить необходимую глубину протачивания в тех случаях, когда заготовка не отрезается совсем.
Приспособление просто в изготовлении. Резак-пила изготовляется из ножовочного полотна. Остальные детали — из поделочной стали.
Приспособление для шлифования токарных изделий применяется при шлифовании готовых изделий на токарном станке. Оно позволяет добиться хорошего качества шлифовки, удобно и безопасно в работе. Это приспособление легко изготовить в любой мастерской. На планку наклеивается пластинка из пористой резины или войлока, поверх которой накладывается шлифовальная шкурка (желательно на основе из материи). Края зажимаются между планками при помощи гайки-барашка. Крючки-ограничители обеспечивают безо-пасную работу. Крючки крепятся к основанию при помощи заклепки. Приспособление можно применять и при полировке изделий.
Задняя бабка токарного станка СТД-120М
Задняя бабка станка СТД-120 служит опорой при обработке длинных заготовок, поддерживая их задним центром, и для закрепления в ее пиноли патрона для сверл, самих сверл и других инструментов при обработке отверстий. Задняя бабка СТД-120 состоит из корпуса с пинолью, который скользит по направляющим станины. Задняя бабка станка СТД-120 закрепляется на направляющих станины.
С одной стороны пиноль имеет отверстие, расточенное на конус Морзе, в которое вставляется задний центр, патроны или сверла, имеющие хвостовик с тем же конусом. С другой стороны запрессована втулка с внутренней резьбой. Пиноль свободно перемещается в отверстии верхней части корпуса. От вращения вокруг своей оси пиноль предохраняет установочный винт, который входит в паз на наружной поверхности пиноли.
С резьбовой втулкой спарен винт пиноли (подачи), на одном конце которого на шпонке насажен маховик, закрепленный гайкой. Вращаясь вместе с маховиком, винт пиноли через резьбовую втулку перемещает пиноль.
Закрепление пиноли в нужном положении осуществляется рукояткой зажима. Задняя бабка закрепляется гайкой на станине с сухарем и болтом, для завинчивания которой прилагается комбинированный ключ. Для смазки пиноли и винта в корпусе бабки и пиноли имеются маслопроводящие отверстия.
Подручник с держателем станка токарного СТД-120
Подручник с держателем станка СТД-120М служит опорой для режущего инструмента. Держатель подручника состоит из прямоугольного бруска с приливом, в отверстие которого вставляется стержень подручника. Подручник станка СТД-120 закрепляется на нужной высоте и в определенном положении рукояткой. Держатель подручника закрепляется на направляющих станины станка СТД-120М специальным винтом и рукояткой через шайбу. Для работы с короткими и длинными заготовками станок комплектуется двумя подручниками длиной 200 мм и 400 мм.
Станина станка токарного СТД-120м
Станина станка СТД-120м литая чугунная на двух ножках устанавливается на подставке и является основанием, на котором монтируются основные узлы станка СТД-120М. Слева на станине закреплена передняя бабка станка. По направляющим станины передвигаются и закрепляются в определенном положении держатель с подручником и задняя бабка станка.
Ограждение зоны резания станка СТД-120М
Ограждение зоны резания на станке СТД-120м служит для защиты работающего от отлетающей стружки и снижения концентрации образующейся пыли в зоне дыхания работающего до установленных санитарных норм. Оно состоит из металлического кожуха и откидных экранов.
Приспособления для установки и крепления заготовок станка токарного СТД-120
Режущие инструменты
Станок комплектуется двумя видами режущих инструментов: рейврами и майзолями. Рейеры для станка СТД-120 представляют собой желобчатый резец, по форме похожий на полукруглую столярную стамеску. Майзели для станка СТД-120 представляют собой резцы, имеющие форму плоской стамески с лезвием.
Схема электрическая принципиальная токарного деревообрабатывающего станка СТД-120М
Электрооборудование станка токарного деревообрабатывающего СТД-120М
Электрооборудование станка токарного СТД-120 рассчитано для подключения его к сети трехфазного переменного тока напряжением 380 В с глухозаземленной нейтралью. В шкафу управления станка токарного СТД-120 находятся также трансформатор освещения 380/24 В. В качестве привода станка служит асинхронный двигатель. Управление станком производится с поста управления, расположенного на передней бабке станка. Подключение электрооборудования токарного станка СТД-120М к трехфазной сети напряжением 380 В и его заземление производит Заказчик. Включение станка без подключения его к магистрали заземления не допускается.
Технические характеристики токарного станка СТД-120М
| Наименование параметра | СТД-120М |
|---|---|
| Основные параметры станка | |
| Высота центров, мм | 120 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 500 |
| Наибольший диаметр обрабатываемых заготовок, мм | 190 |
| Наибольшая длина точения заготовки, мм | 450 |
| Число скоростей вращения шпинделя, об/мин | 2 |
| Частота вращения шпинделя, об/мин | 2350/ 2050 |
| Электрооборудование станка | |
| Род тока питающей сети | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 |
| Электродвигатель – номинальная мощность, кВт | 0,4 |
| Габарит и масса станка | |
| Габарит станка (длна х ширина х высота), мм | 1250 х 575 х 550 |
| Масса станка, кг | 100 |
Полезные ссылки по теме. Дополнительная информация
Устройство токарного станка
- » >
Подробности Категория: Обработка древесины
Устройство токарного станка по обработке древесины
Изготовление цилиндрических деталей вручную — трудоемкая и длительная работа. Да и трудно получить изделие хорошего качества. Гораздо быстрее и точнее можно сделать цилиндрическую деталь на токарном станке. На нем обрабатывают заготовки из древесины путем точения. Основные части токарного станка — станина, передняя бабка с электродвигателем, задняя бабка и подручник.
Токарный станок по обработке древесины СТД-120М и его части:
1 – основание; 2 – электродвигатель; 3 – станина; 4 – ограждение ременной передачи(кожух); 5 – магнитный пускатель; 6 – передняя бабка; 7 – шпиндель; 8 – подручник; 9 – задняя бабка.
В передней бабке (см.рис.) установлен шпиндель — вал, получающий вращение от электродвигателя с помощью ременной передачи, а также – подшипники.
1 – корпус бабки; 2 – шкив ременной передачи; 3 – шайба со стопорным винтом; 4, 7 – фасонные крышки; 5 – упорное кольцо; 6 – шпиндель; 8 – специальная гайка.
Конец шпинделя имеет резьбу, на нее навинчивают специальные приспособления для крепления левого конца заготовки. В зависимости от размеров заготовки используют разные приспособления: трезубец (см.рис. а), планшайбу (см.рис. б), патрон (см.рис. в).
Заготовки небольшого диаметра и длиной до 150 мм закрепляют в патроне. Перед этим конец заготовки немного сострагивают на конус, зажимают в зажиме верстака и киянкой вбивают в патрон. Для более надёжного закрепления через боковое отверстие в заготовку завинчивают шуруп.
Длинные заготовки одним концом закрепляют в трезубце. Для этого в центре торца заготовки делают углубление шилом(или просверливают отверстие диаметром 4-5 мм на глубину 5-9 мм). После этого через центр заготовки делают пропил ножовкой с мелкими зубьями на глубину 3-5 мм. В центре другого торца делают углубление шилом.
Короткие заготовки большого диаметра крепят в планшайбе, прикручивая заготовку шурупами.
Задняя бабка (см.рис.) служит опорой правого конца длинных заготовок. Заднюю бабку подводят к заготовке по направляющим станины и закрепляют неподвижно болтом и гайкой. Окончательно конец заготовки поджимают специальной деталью — центром. Его перемещают вращением маховика и закрепляют зажимом.
1 – корпус; 2 – центр(конус Морзе); 3 – пиноль; 4 – рукоятка зажима; 5 – отверстие для смазки; 6 – гайка пиноли; 7 – винт пиноли; 8 – резьбовая втулка; 9 – маховик; 10 – винт крепления к станине; 11 – сухарь.
Опорой для режущего инструмента служит подручник (см.рис.). Он может перемещаться как вдоль, так и поперек станины, закрепляется поворотом рукоятки.
Подручник устанавливают таким образом, чтобы его верхняя опорная часть была на 2-3 мм выше уровня линиию центров станка и отстояла от обрабатываемой детали не более чем на 3 мм. Для проверки зазора заготовку проворачивают вручную на один-два оборота.
Передачу движений в механизмах и машинах показывают условными знаками на кинематических схемах.
На них изображают детали, которые непосредственно участвуют в передаче движения. Для наглядности часто дают и контуры других деталей.
Кинематическая схема токарного станка показана на рисунке.
Включать токарный станок и работать на нем можно только с разрешения учителя.
Нельзя класть инструменты и посторонние предметы на станину станка.
Детали ременной передачи станка должны быть ограждены
Не опираться на части токарного станка.
Обо всех неисправностях в станке и электропроводке немедленно сообщать учителю.
Современные предприятия оснащены токарными станками (более сложными и производительными, чем те, на которых вы будете работать в учебной мастерской). Обслуживают их станочники деревообрабатывающих станков. Кроме владения всеми приемами точения на станке, они должны знать свойства древесины, устройство станков, уметь читать чертежи и схемы, затачивать инструмент, настраивать станок. Работа на станках требует аккуратности и точности, внимательности и осторожности, согласованности движений рук.
При точении древесины применяются ручные и станочные резцы. Ручное точение производится резцами в форме стамесок с удлиненными рукоятками (рис. 174, а, б). Черновую обточку выполняют резцами желобчатой формы с полукруглыми режущими кромками. Угол заостроения такого резца 25-30°. Обточка производится при подаче до 3 мм на оборот и глубине точения 3-6 мм.
Рис. 174. Токарные инструменты: а – полукруглая стамеска, б – плоская отделочная стамеска, в – инструменты для расточки углублений с плоским дном, г – крючки.
Для расточки углублений с плоским дном служат инструменты, показанные на рис. 174, в.
Для чистовой обточки применяют резцы в виде плоских стамесок с двусторонней заточкой под углом 20-25°. Режущие кромки таких стамесок скошены относительно продольной оси под углом 70-75°. Точение производится при подаче 0,5-1,5 мм на оборот и глубине точения 1-2 мм.
Резцы, снабженные фасонными режущими кромками, служат для вытачивания фигурных желобков различной формы и внутренних плоскостей или проемов. Такие резцы называют крючками (рис. 174, г).
Для высверливания отверстий на токарных станках служит спиральное сверло. Для сверления отверстий диаметром более 50 мм применяются пустотелые (пушечные) сверла.
В зависимости от формы и назначения будущей детали заготовку устанавливают в центрах передней и задней бабок или на шпиндель передней бабки, чтобы она воспринимала вращательное движение шпинделя. Для этих целей существуют различные приспособления, которые можно разделить на следующие группы: приспособления для закрепления заготовки в центрах, для закрепления за наружную поверхность заготовки, для закрепления заготовки за отверстия.
Патрон-трезубец (рис. 175). Длинная деталь при небольшой толщине от давления на нее резцов может изгибаться.
Рис. 175. Патрон-трезубец
Чтобы этого не произошло, используют патрон-трезубец. Простой трезубец состоит из полого стаканчика с внутренней винтовой нарезкой для навертки на шпиндель с одной стороны; на другой стороне сделан плоский гребень с тремя зубцами. Средний зубец должен точно совпадать с осью вращения шпинделя станка.
Когда приходится точить очень длинные и сравнительно тонкие предметы между двумя центрами, режущий инструмент обычно вызывает в обтачиваемом предмете сопротивление скручиванию, которое тем больше, чем больше длина предмета и толщина стружки. Поэтому при очень длинных изделиях трезубец оказывается слабым и его заменяют шайбой, состоящей из втулки с диском, поводка и центрика.
Принадлежностью патрона является хомутик. Это простое овальное кольцо, с одной стороны которого находится втулка с винтом, а с другой – поводок. Шайбу навертывают на шпиндель станка, а хомутик надевают на один конец обтачиваемого предмета и закрепляют винтом. После этого предмет ставят между центрами токарного станка и обтачивают.
Трубчатый патрон (рис. 176) одним концом навертывается на шпиндель 1, а в отверстие с винтовой нарезкой 2 плотно загоняется конец обрабатываемой детали. Это дает возможность прочно укрепить деталь и удобно вести ее обработку.
Рис. 176. Трубчатый патрон: 1 – шпиндель, 2 – отверстие с винтовой нарезкой
Для изготовления небольших вещиц иногда употребляют трубчатые патроны с зажимным кольцом, которые дают возможность обточить изделие с обоих концов.
Чашечный патрон с зажимным винтом используют в том случае, если для закрепления детали трубчатый патрон окажется неудобным. Чашечный патрон в виде толстостенного чугунного стаканчика с трубкой, в которой нарезан винт по шпинделю, применяется главным образом при вытачивании глубоких внутренних полостей.
Тисочный патрон (рис. 177) используется при обработке деталей с гранеными поверхностями. Обтачиваемая деталь вставляется в тиски патрона и зажимается винтом.
Рис. 177. Тисочный патрон
Трехкулачковый патрон обеспечивает быстрое и надежное закрепление обрабатываемой детали. Вращая ключ патрона, все три зажимных кулачка одновременно сжимаются и плотно укрепляют изделие в патроне.
Патрон с коническим винтом применяют при обточке простых и мелких поделок. Патрон изготовлен в виде диска, в центре которого помещается конический винт, на который и навинчивается обтачиваемое изделие.
Патрон-цапфа (рис. 178) служит для обтачивания колец, трубок и всевозможных мелких изделий с длинными внутренними полостями. Патрон имеет точеную деревянную чурку с нарезным отверстием внутри и цилиндрическую втулку, на которую помещаются обтачиваемые детали.