 Достаточно часто у сварщиков возникает проблема соединения кабелей. Данный вопрос может возникнуть по нескольким причинам: провод, которым укомплектован сварочный аппарат, обладает недостаточной длиной, во время работ произошел обрыв или повреждение шнура. Таким образом, исполнителям важно знать, как правильно соединить сварочные кабели и удлинить их.
Достаточно часто у сварщиков возникает проблема соединения кабелей. Данный вопрос может возникнуть по нескольким причинам: провод, которым укомплектован сварочный аппарат, обладает недостаточной длиной, во время работ произошел обрыв или повреждение шнура. Таким образом, исполнителям важно знать, как правильно соединить сварочные кабели и удлинить их.
Содержание
Как соединить между собой
Следует помнить, что от надежности контактных соединений проводников зависит безопасность исполнителя и качество выполняемых работ. К соединениям предъявляются высокие технические требования. Но в первую очередь они должны обладать устойчивостью к ударам, разрывам и другим механическим воздействиям. Поэтому очень важно знать, как как соединить два сварочных кабеля между собой.
Выделяют следующие, наиболее популярные способы соединения сварочных кабелей, каждый из которых обладает собственными достоинствами и недостатками.
Рассмотрим соединение сварочных кабелей более подробно.
 1. Наиболее простым способом является применение дополнительных принадлежностей – сварочные разъемы для соединения кабелей. Они делают работу простой, быстрой и удобной. Кроме этого, использование разъемов положительно сказывается на мобильности оборудования.
1. Наиболее простым способом является применение дополнительных принадлежностей – сварочные разъемы для соединения кабелей. Они делают работу простой, быстрой и удобной. Кроме этого, использование разъемов положительно сказывается на мобильности оборудования.
На рынке представлено большое разнообразие данных аксессуаров, отличающих между собой техническими характеристиками. Соединение сварочных кабелей: «папа-мама” – является классификацией, основанной на различиях конструкции разъемов. О том, как правильно выбирать разъемные соединения сварочных кабелей, и на что следует обращать внимание Вы можете узнать .
2. Соединение «скруткой” является первым и самым старым способом, характеризуется достаточно простым выполнением, качеством и надежностью.
Основные недостатки: данный метод запрещен группой нормативных документов ПУЭ («Правила устройства электроустановок”); является промежуточным этапом перед выполнением сварки или пайки.
Видео
Запрещенность метода ПУЭ не мешает самодельщикам его успешно применять, как показано в ролике ниже.
«Скрутка” может выполняться несколькими способами, которые представлены далее на картинках. Независимо от выбранного способа следует произвести удаление изоляции жил не менее, чем на 3-4 см. Затем участки жил необходимо обработать ацетоном или уайт-спиритом, зачистить наждачной бумагой и можно приступать к скручиванию.
Существуют также способы соединить сварочные кабели при наличии определенного набора оснащения и дополнительных аксессуаров.
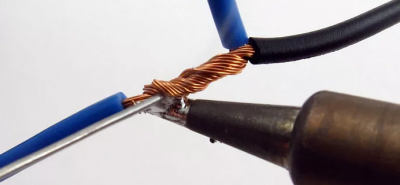 3. Пайка – способ соединения кабелей посредством покрытия разогретых концов жил расплавленным припоем, который затвердевает и обеспечивает прочность и высокую электропроводность соединения. Данный способ применяется для небольших по сечению проводников.
3. Пайка – способ соединения кабелей посредством покрытия разогретых концов жил расплавленным припоем, который затвердевает и обеспечивает прочность и высокую электропроводность соединения. Данный способ применяется для небольших по сечению проводников.
Достоинства: не требует особых навыков и специализированного оборудования по сравнению со сваркой.
Однако, стоит выделить и недостатки: большое количество подготовительных операций, следовательно, высокая трудоемкость.
Перед пайкой проводники очищают от изоляции и оксидной пленки, затем они лудятся, скручиваются и дожимаются пассатижами. Во избежания окисления зачищенной поверхности на обработанные места следует нанести флюсы.
Пайка медных жил небольших размеров осуществляется с помощью трубок припоя, заполненных канифолью, или раствором канифоли и спирта. Эти растворы наносят на место соединения перед пайкой.
Затем можно начинать процесс пайки: место соединения разогревают паяльником или горелкой. Канифоль или флюс начинает кипеть, на жало паяльника берут немного припоя, вносят в зону пайки посредством прижатия жала к проводникам. Припой растекается и заполняет промежутки между проводами, тем самым обеспечивая соединение. Если используется горелка, то припой вносят в факел.
После окончания процесса пайки и остывания рабочего места, остатки флюса нужно смыть, просушить соединение, покрыть специальным лаком, изолировать лентой или термоусадочной трубкой.
 4. Опрессовка – процесс соединения проводов с помощью медных или алюминиевых гильз. Подбирать гильзу необходимо в зависимости от размера «скрутки” и от материала кабеля (медь или алюминий).
4. Опрессовка – процесс соединения проводов с помощью медных или алюминиевых гильз. Подбирать гильзу необходимо в зависимости от размера «скрутки” и от материала кабеля (медь или алюминий).
Провода необходимо очистить от до металлического блеска, объединить в пучки/скрутить, а затем надеть на них гильзу и зажать специальными клещами. При этом стенки гильзы вдавливаются в жилы проводника и образуется надежный электрический контакт.
Достоинства: высокая надежность; к исполнителю не предъявляются высокие требования относительно его квалификации; независимость от наличия электричества.
Недостатки: жесткое гильзование приводит к разрыву провода возле гильзы; необходимо иметь запас гильз различных типоразмеров; если соединение имеет размер больше, чем диаметр шнура, то кабель будет задевать окружающие предметы.
Как подключить к инвертору
 Вопрос о том, как правильно подключить кабели к сварочному инвертору, возникает при принятии решения о полярности при сварке постоянным током: прямая или обратная.
Вопрос о том, как правильно подключить кабели к сварочному инвертору, возникает при принятии решения о полярности при сварке постоянным током: прямая или обратная.
Знак «плюс” подключается к электрододержателю, «минус” – к массе – сварка выполняется на обратной полярности. В данном случае ток движется от электрода к свариваемому изделию, металл нагревается сильнее электрода.
Знак «минус” подключается к электроду, «плюс” – к массе, следовательно, полярность прямая. Ток идет от заготовки к электроду, создается более сильный нагрев электрода.
Какую полярность следует использовать зависит от нескольких факторов: тип металла; толщина заготовки; тип электрода.
Более подробная информация о том, как подключить кабели к сварочному инвертору в зависимости от выбранной полярности, представлена в соответствующей статье.
Также следует обратить особое внимание на основные правила соединения сварочных кабелей с оборудованием инверторного типа. Данные нюансы станут гарантией для безопасного и комфортного проведения рабочего процесса.
Ознакомление с данной информацией поможет узнать, как подключить сварочные кабели к определенному типу оборудования.
Как зажать в держаке
Метод фиксации сварочного кабеля зависит от типа электрододержателя: самодельный или покупной (произведенный компаниями соответствующего профиля).
Типы самодельных держаков и способы их сборки, их основные достоинства и недостатки рассмотрены в статье «Держатель электродов для сварочного аппарата». В данной статье также представлен метод правильного и надежного подсоединения кабеля к электрододержателю.
Также следует обратить внимание на рекомендации мастера, которые помогут самостоятельно изготовить профессиональный грамотный держатель. Для наглядности представлено видео сборки держака.
Чтобы понять, как подсоединить сварочные кабели к приобретенному держателю, рекомендуем ознакомиться с представленным далее видео. Исполнитель может наглядно ознакомиться с тем, что кабель вместе с металлической прокладкой (пластинкой) вставляется в соответствующее отверстие и надежно фиксируется ключом посредством затягивания винтов.
Как удлинить кабель на инверторе
Обычно инвертор укомплектован проводом длиной не более двух метров. С таким кабелем работать достаточно проблематично, неудобно. Поэтому у исполнителей часто возникает вопрос: как удлинить кабель на сварочном аппарате?
Ранее мы рассматривали, что соединение сварочных кабелей следует производить несколькими способами, каждый из которых применяется в зависимости от навыков исполнителя, от наличия или отсутствия специализированного оборудования и дополнительных принадлежностей.
Совет! В большинстве случаев владелец сварочника производит соединение сварочных кабелей для держателя и массы в один более длинный провод и применяет его для подключения к массе. А для электрододержателя сварщик покупает часть кабеля необходимой длины.
Важно знать, как нарастить сварочный кабель. Соединение сварочных кабелей при наращивании может выполняться следующими методами: сварка; пайка; опрессовка.
Стоит также отметить мнение некоторых профессионалов, которые выступают против удлинения проводников. Слишком длинные кабели могут отрицательно повлиять на работоспособность аппарата. Кроме этого, чем длиннее провод, тем больше потери тока, что может негативно сказаться на качестве сваривания.
Как подобрать сварочный кабель
Оборудование любого типа прослужит своему хозяину долго, если провод подобран правильно. При выборе проводника необходимо обращать внимание на следующие моменты:
- кабель должен соответствовать предъявляемым к нему техническим требованиям: стойкость к ударам, разрывам, изгибам, агрессивным химическим средам, перепадам температур, ультрафиолетовому излучению, плесневым образованиям;
- шнур должен выдерживать максимальную величину тока, которую выдает имеющийся у сварщика агрегат.
Более подробная информация представлена в статьях о кабелях КГ, КОГ, а также в публикации о проводниках для инвертора.
Как узнать сечение
 Основные технические характеристики проводников: сечение, диаметр и другие важные свойства – указаны в каталогах или соответствующих описаниях. Однако, если у исполнителя нет возможности ознакомиться с этими данными, а на вопрос как определить сечение сварочного кабеля нужно ответить, то следует запомнить некоторые рекомендации.
Основные технические характеристики проводников: сечение, диаметр и другие важные свойства – указаны в каталогах или соответствующих описаниях. Однако, если у исполнителя нет возможности ознакомиться с этими данными, а на вопрос как определить сечение сварочного кабеля нужно ответить, то следует запомнить некоторые рекомендации.
Существует несколько способов для определения сечения проводника. Все они сводятся к тому, что для начала нужно вычислить диаметр жилы. Сделать это можно с помощью микрометра или штангенциркуля. Однако, наиболее простым способом, который не требует специальных принадлежностей, является применение следующего метода.
Исполнителю понадобится очистить токопроводящую жилу от изоляции. Затем нужно намотать жилу на предмет цилиндрической формы (отвертка) и линейкой измерить общую длину витков, количество которых для точности подсчетов должно превышать 10. В заключении: общую длину в мм. необходимо разделить на количество витков. Полученное значение и будет составлять диаметр провода, по которому можно будет найти величину сечения.
С полной информацией о сечениях кабелей различных марок исполнитель может ознакомиться в статьях, посвященных данной теме:
- «Сварочный кабель КГ”;
- «Сварочный кабель КОГ”.

Выбирая и подключая сварочный кабель, необходимо учитывать тип сварочного оборудования, только в этом случае можно рассчитывать на его безопасную и эффективную работу. Есть важные моменты, которые помогают.
Особенности подключения при использовании со сварочными аппаратами.
Важно знать некоторые моменты, которые касаются использования удлинителя. Например, чем он больше, тем больше потери. Однако для того чтобы не допустить серьезные потери, следует использовать удлинитель с толстым кабельным сечением, и дополнительных потерь можно избежать, удлиняя кабель. Это значит, что сечение должно быть не просто толстым, а очень толстым.
Известно, что для подключения сварочного аппарата применяется штепсельная вилка. Она должна соответствовать установленным требованиям термопропускной способности. У вилки должен быть наконечник, который обеспечивает заземление. Как раз к нему и должен подключаться подходящий кабель. Важно: вилка не должна подключаться к обычной домашней розетке.
Необходимо выполнить соединение обратного кабеля «земля» с нужной клеммой. При этом соединение должно выполняться с минимальным расстоянием от будущего шва. Чтобы закрепить провод-держатель с выдающимся элементом электрода, нужно использовать специальный зажим. Если произошла поломка питающего кабеля, нужно немедленно выполнить замену. Лучше всего, если этой работой будет заниматься профессионал.
Особенности подключения при работе со сварочным инвертором
Кабели инвертора важно подключать в соответствии с отметками полярности, которые имеются на силовом блоке. Зажим массы с проводом нужно выключить в разъем, на котором есть отметка «минус», а электродо-держатель предназначен для отметки «плюс», которая есть на силовом блоке. Инвертор должен быть отключен. Лучше всего отсоединить его от сети.
Основные параметры выбора
Выбирая разъемы для сварочных кабелей, ориентируйтесь на толщину используемых в вашем оборудовании проводников. Несоответствие разъема кабелю обязательно скажется как на проводящих характеристиках, так и на долговечности соединения. При покупке гнезда или вставки раздельно, обязательно убедитесь в соответствии приобретаемого элемента уже установленному. Стандартная маркировка упрощает подбор подходящих компонентов.
В качестве примера рассмотрим характеристики соединения СКР-25. При ПВ 100% допустимый для коммутации ток составляет 200 А, однако при более вероятном ПВ 60% значение максимального тока возрастает до 315 А. Цифры 25 в наименовании означают минимальную толщину соединяемого кабеля, а максимум в такой разъем можно заделать проводник сечением в 35 мм.
Гнездо СКР-25 предназначено для крепления непосредственно на кабель. Для установки гнезда на панели оборудования существует его разновидность – СКРП-25, предназначенная именно для этих целей. Ответным элементом этого соединения служит вставка, имеющая ту же маркировку, что и гнездо – СКР-25.
Качество разъемов – качество работы
Даже такая мелочь, как разъем для сварочного кабеля, способны оказать влияние на уровень выполнения работы, ведь надежность оборудования определяется самым слабым его звеном. Зная об этом, компания «СВАРБИ» предлагает вам только самые лучшие из имеющихся на рынке разъемов. Выполненные из качественных медных сплавов и обладающие отличными токопроводящими характеристиками, такие соединения оказывают минимальное сопротивление электрическому току и не расходуют мощность на обогрев воздуха.
В ассортименте имеются гнезда как для установки на панели, так и монтируемые непосредственно на кабель. Предусмотрена фиксация соединения, предотвращающая разрыв цепи при случайном натяжении.
Используя разъемы для сварочных кабелей, вы получаете удобство и оперативность развертывания оборудования, возможность использования проводников различной длины или удлинителей в зависимости от условий. А качество и широкий выбор предлагаемой компанией «СВАРБИ» продукции позволит вам использовать эти преимущества с максимальной собственной выгодой.