Универсальный станок рейсмусовый «Корвет-21» 90210 — мощное устройство для строгания деревянных заготовок по заданным габаритам, обработки досок и других плоских деревянных поверхностей. Модель оснащена коллекторным двигателем (1500 Вт), что позволяет использовать ее в промышленных объемах: на малых и больших мебельных производствах, в столярных мастерских. Кроме того, электродвигатель снабжен ременной передачей и тепловым реле. Все вместе это служит предохранением его от перегрузок.
Производители широкодиапазонного рейсмусового станка позаботились о пользователе оборудования: предусмотрена автоматическая подача лесозаготовок. Это значительно снижает физическую нагрузку и повышает безопасность труда оператора. Для более высокого качества строгания предусмотрены в конструкции «Корвета-21» два ножа, а также ограничитель глубины. Работать на таком станке легко и удобно: имеются откидные удлинители стола (спереди и сзади) с дополнительными роликами. Это делает операции по загрузке — выгрузке деревянных заготовок более простыми. Верхние ролики облегчают возврат болванки при необходимости для повторной обработки.
Содержание
- Другие особенности модели станка рейсмусового «Корвет-21» 90210:
- Сведения о производителе рейсмусового деревообрабатывающего станка Корвет-27
- Корвет-27 Станок рейсмусовый деревообрабатывающий переносной электрический. Назначение, область применения
- Корвет-27 Общий вид рейсмусового деревообрабатывающего станка
- Комплект поставки рейсмусового станка Корвет-27
- Состав рейсмусового станка Корвет-27
- Основные операции рейсмусового станка Корвет-27
- Корвет-27 станок рейсмусовый. Схема и детали сборки
- Технические характеристики рейсмусового станка Корвет-27
Другие особенности модели станка рейсмусового «Корвет-21» 90210:
- наличие функции «Плавный пуск», что повышает срок службы двигателя и надежность станка в целом;
- безопасность при эксплуатации: во избежание внезапного включения имеется ключ для защиты;
- специальное приспособление для надежной установки ножей.
Сведения о производителе рейсмусового деревообрабатывающего станка Корвет-27
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Корвет-27 Станок рейсмусовый деревообрабатывающий переносной электрический. Назначение, область применения
Рейсмусовый деревообрабатывающий станок «Корвет-27» (далее станок) предназначен для строгания заготовок из древесины в предварительно заданные размеры. Машина не рассчитана на работу при непрерывном производстве.
На станках не допускается обработка металлов, асбоцементных материалов, камня и подобных материалов, мягких пластмассовых и резиноподобных материалов.
Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок может эксплуатироваться в нормальных климатических условиях:
- температура окружающей среды от 1 до 35 °C
- относительная влажность воздуха до 80 % при температуре 25 °C
Корвет-27 Общий вид рейсмусового деревообрабатывающего станка

Комплект поставки рейсмусового станка Корвет-27

Перечень комплекта поставки рейсмусового станка Корвет-27
Состав рейсмусового станка Корвет-27

Перечень узлов рейсмусового станка Корвет-27
- Выключатель (магнитный пускатель)
- Переключатель скорости автоподачи
- Индикатор цифровой (дисплей)
- Ролик (передний, вспомогательный)
- Кнопка (тепловой защиты от перегрузки двигателя)
- Электродвигатель
- Ролик (задний, вспомогательный)
- Ручка установки глубины строгания
- Ручка для переноски станка
- Ручка фиксации (установки глубины строгания)
- Указатель высоты заготовки
- Шкала
- Рабочий стол
- Удлинитель стола (передний)
- Ролик рабочего стола (передний)
- Патрубок пылеотводный
- Шнур электропитания
- Ролик рабочего стола (задний)
- Удлинитель рабочего стола (задний)
- Болт регулировочный (удлинителя рабочего стола)
- Опора резиновая


Основные операции рейсмусового станка Корвет-27
Предварительное строгание
Предварительное строгание необходимо для получения заготовки желаемой толщины и одновременного создания ровной поверхности, параллельной противоположной (профугованной) стороне заготовки.
Качество строгания состоит, главным образом, из правильной оценки глубины и скорости строгания заготовок разной ширины из различных материалов. Вы должны учитывать не только ширину заготовки, но и твердость древесины, ее влажность, прямолинейность, направление слоев и их структуру.
Ручкой (8), Рис.2, по шкале (12) установите положение, соответствующее максимально толстому участку заготовки, после чего установите глубину строгания.
Степень влияния этих факторов на качество законченной работы можно узнать только опытным путем. Во всех случаях рекомендуется при работе с новым видом древесины (или имеющим необычные свойства) сделать пробную обработку с использованием обрезков этого материала.
Всегда начинайте работу с легкого поверхностного прохода. Глубина строгания при последующих проходах может быть увеличена, (см. табл. 2). Помните, что малая глубина строгания создает более гладкую поверхность, чем большая.
Заготовку подавайте обработанной стороной вниз по поверхности рабочего стола (13) со стороны переднего удлинителя стола (14) до момента захвата заготовки протяжными роликами (автоматическая подача); по необходимости поддерживайте заготовку, не форсируя и не замедляя скорость прохождения заготовки, Рис.2.
Для установки глубины строгания, поворачивайте ручку (8). Значение глубины считывается по шкале (12) или цифровому индикатору (3). Перед изменением глубины строгания необходимо ослабить фиксацию ручкой (10).
Для стабильной обработки заготовки установленное положение надёжно закрепляйте ручкой фиксации (10).
Устанавливаемое значение меняется на 2 мм с каждым оборотом ручки (8).
ВНИМАНИЕ: Никогда не устанавливайте глубину строгания более 3,0 мм за один проход и не пытайтесь строгать заготовки длиной менее 130 мм. Внимательно следите за тем, чтобы обрабатываемая заготовка в процессе строгания перемещалась перпендикулярно роликам подачи заготовки. Одновременная обработка нескольких (особенно коротких) заготовок ЗАПРЕЩЕНА, т. к. ролики подачи заготовки могут не захватить самую тонкую из заготовок, и она будет с силой выброшена назад ножами строгального вала. Невыполнение этих требований может привести к заклиниванию заготовки между роликами подачи и элементами машины и, как следствие, к поломке звездочек и обрыву цепей привода, роликов подачи заготовки и т.п. Всегда защищайте глаза и лицо соответствующими средствами индивидуальной защиты.
Регулировка уровня строгания и установка указателя шкалы
Толщина обработанной заготовки должна соответствовать показаниям указателя (11) по шкале (12).
Произведите пробное строгание заготовки. Сравните измеренную толщину обработанной заготовки с показаниями на шкале (12) по указателю (11).
Если показания на шкале (12) не соответствуют истинному значению, ослабьте винты, фиксирующие указатель (11) и, соответственно, отрегулируйте его положение. Зафиксируйте винтами положение указателя (11).
Один полный оборот ручки (8) изменяет ранее установленное положение высоты на 2мм.
Для более точных работ на машине установлен цифровой индикатор (10).
Включение и выключение цифрового индикатора (3) производится нажатием кнопки (25). Свечение цифровых значений указывает на включение цифрового индикатора.
Перевод цифровых значений (мм – дюйм) производится нажатием кнопки (23); при этом, с левой стороны дисплея соответственно высвечивается надпись (mm — in).
Для корректировки значений цифрового индикатора нажмите на кнопку (22). При этом сверху над цифровыми значениями дисплея высветится надпись (set).
Удерживая кнопку (22), нажмите на кнопку (27 или 28). Через 5-7 сек. отпустите обе кнопки, надпись (set) продолжает мигать. При последующем нажатии и удержании кнопок (27 или 28) цифровые значения соответственно изменяются. Если значения изменяются слишком быстро, отпустите и снова нажмите соответствующую кнопку. По завершению корректировки нажмите на кнопку (22); надпись (set) исчезнет.
Внимание: при нажатии на кнопку (22) всегда будет высвечиваться установленное числовое значение, независимо от истинной высоты – значения по шкале (12). На кнопку (22) нажимайте только для корректировки.
При нажатии на кнопку (24) над цифровыми значениями дисплея высветится надпись (inc), на экране цифрового индикатора высветится нулевое значение – начало отсчёта величины опускания или подъема. Вращая ручку установки глубины строгания (8), на дисплее будет отражаться величина изменения после нажатия на кнопку (24).
При повторном нажатии на кнопку (24) с экрана исчезнет надпись (inc) и появится числовое значение, равное прежней величине с учётом величины изменения (истинная высота). При повторном нажатии на кнопку (24) начнётся новый отсчёт от нулевого значения.
ПОМНИТЕ: перед выполнением ответственных работ необходимо выполнить пробное строгание обрезка заготовки, произвести инструментальное измерение результатов строгания, при необходимости произвести корректировку показаний измерительных устройств и приспособлений рейсмусовой машины. Только после достижения необходимых результатов приступайте к выполнению ответственных работ. Строгание производите только при зафиксированном положении установки глубины строгания.
Чистовое строгание и дополнительные операции (Рис. 2)
Если предстоит обработать две или более заготовок в одинаковый размер по толщине необходимо выполнять пооперационное строгание всех заготовок, т.е. при каждой настройке рейсмусовой машины пропускать поочерёдно все заготовки.
Окончательное (чистовое) строгание рекомендуем выполнять в несколько проходов (не менее 2х) с минимальной глубиной строгания и минимальной скоростью автоподачи, для чего переключатель (2) установите в положение, соответствующее скорости автоподачи 4 м/мин.
ЗНАЙТЕ, что при обработке заготовок на рейсмусовой машине концы обработанной заготовки имеют ступеньку на длине расстояния между прижимными валиками до середины строгального вала. Поэтому перед распиловкой длины заготовки необходимо это учитывать.
Для получения хорошего качества строгания научитесь определять направление волокон древесины, подавайте заготовку так, чтобы ножи срезали стружку по волокнам древесины, а не задирали слои. При необходимости выполните пробное (предварительное) строгание заготовок (или обрезков) в разных направлениях и сравните чистоту обработки.
Помните, чем больше ширина строгания, тем меньше должна быть скорость подачи и глубина строгания.
Помните, что усилие резания заготовки из дуба в 2 раза, а берёзы — в 1,5 раза больше чем у сосны.
Машина не рассчитана для обработки заготовок толщиной менее 5 мм и более 150 мм.
Переключение скорости автоподачи производите только при работающем двигателе, но не в процессе обработки заготовки.
На верхней панели машины для облегчения возврата предварительно обработанной заготовки на исходную позицию для повторного прогона предусмотрены дополнительные металлические ролики (4 и 7), Рис 2.
Корвет-27 станок рейсмусовый. Схема и детали сборки
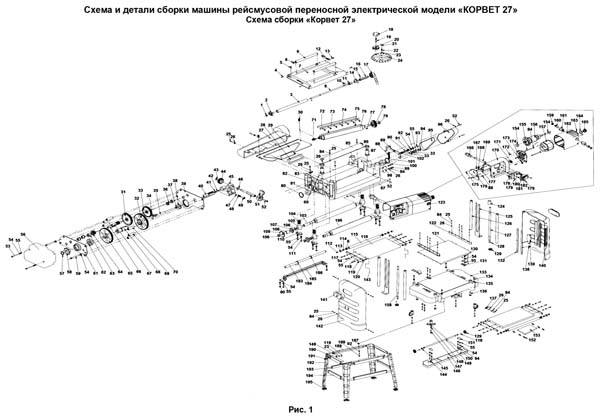
Корвет-27 станок рейсмусовый. Схема и детали сборки. Смотреть в увеличенном масштабе
{kind=link}
Технические характеристики рейсмусового станка Корвет-27
| Наименование параметра | Корвет-27 | |
|---|---|---|
| Основные параметры | ||
| Частота вращения строгального вала (на холостом ходу), об/мин. | 9000 | |
| Количество строгальных ножей на строгальном валу | 2 | |
| Минимальная длина обрабатываемой заготовки, мм | 130 | |
| Диапазон толщины обрабатываемых заготовок, мм | 5..150 | |
| Подача заготовок | Механ | |
| Диаметр строгального вала, мм | 48 | |
| Размер рабочего стола, мм | 330 x 285 | |
| Размер строгального стола, мм | 964 х 210 | |
| Размер рабочего стола с удлинителями, мм | 362 x 679 | |
| Максимальная ширина строгания, мм | 330 | |
| Скорость механической подачи заготовки, м/мин | 4; 6 | |
| Максимальная глубина строгания при ширине строгания менее 150 мм, мм | 3,0 | |
| Электрооборудование станка | ||
| Род тока питающей сети | 220В 50Гц | |
| Количество электродвигателей на станке, шт | 1 | |
| Электродвигатель — номинальная мощность, кВт | 1,8 | |
| Тип электродвигателя | коллекторный | |
| Габарит и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | ||
| Масса станка, кг | 40 |
Полезные ссылки по теме. Дополнительная информация