Статьи: Пайка медных труб, пайка меди, рекомендации, инструкции
ОБЩИЕ СВЕДЕНИЯ
Техника соединения медных труб легка и надежна. Наиболее распространенной техникой соединения является капиллярная пайка. Данный способ основан на капиллярном эффекте, суть которого заключается в том, что при небольшом расстоянии между стенками двух смачиваемых поверхностей, жидкость за счет адгезии поднимется вверх по капилляру, преодолевая силу тяжести. Именно данный эффект позволяет припою равномерно распространяться по всей поверхности независимо от положения трубы (можно, например, подавать припой снизу).
Для улучшения качества пайки и повышения коэффициента адгезии используются специальные флюсы, а поверхности под пайку предварительно зачищаются.
Это самый надёжный, оптимальный способ соединения медных труб. При соединении труб высокотемпературной пайкой, всю систему можно даже заливать бетоном, что не допускается при резьбовом соединении.
Пайка твердым припоем осуществляется при температуре выше 425°С, но ниже температуры плавления соединяемых металлов. Она происходит за счет поверхностных сил адгезии между расплавленным припоем и нагретыми поверхностями основных металлов. Припой распределяется в соединении под действием капиллярных сил.
Нельзя путать пайку твердым припоем с пайкой мягким припоем, хотя операции очень близки. Соединение металлов при пайке мягким припоем происходит при температуре ниже 425 °С.
ВЫБОР ОБОРУДОВАНИЯ И МАТЕРИАЛОВ
Таким образом, для выполнения работ по пайке медных труб необходимо выбрать следующее:
- Инструмент для медных труб
- Припой, который будет использоваться при пайке.
- Газовую горелку, которая будет расплавлять припой.
Этот выбор обусловлен двумя исходными параметрами:
- Максимальный диаметр применяемой медной трубы.
- Среда (или жидкость), которая будет внутри труб.
- Цена, которую готов потратить заказчик на выполнение работы.
Эти три важных параметра будут в первую очередь определять выбор того или иного инструмента или припоя.
I. Инструмент для медных труб
Процесс подготовки концов медной трубы для проведения пайки сводится к следующим операциям:
-
Резка медной трубы труборезом для резки медных труб. Труборезов много. Выбор определяется диаметром используемых медных труб, а также удобством его использования. Например, есть ли необходимость использования трубореза в труднодоступных местах. Необходимо ли наличие ножа фаскоснимателя в корпусе трубореза, а также наличие запасного отрезного ролика. Играет роль и цена. Чем больший диаметр режет труборез, тем, конечно же, он дороже.

-
Снятие фаски и грата с краев медной трубы фаскоснимателем. Эта операция производится для снятия заусенцев с внутренних и внешних краев труб для облегчения всовывания трубы в трубу или фитинг. Фаскосниматели бывают двух видов: в виде карандаша, либо в круглом корпусе. Круглый фаскосниматель ограничен максимальным диаметром медной трубы в 36мм, но при этом более удобен и дороже.

-
Расширение трубы труборасширителем. Эта операция производится при бесфитинговом монтаже медных труб, т.е. когда не применяются дорогие фитинги, что при определенном объеме работы экономит монтаж. Расширяемая медная труба должна быть или мягкой или отожженной! После расширения одного из концов медной трубы можно трубу вставить в трубу, либо в фитинг. Выбор труборасширителя зависит от диаметра медной трубы и финансовой состоятельности заказчика:
а) Труборасширитель РОКАМ ПАУЭР ТОРК (ROCAM POWER TORQUE). Самый простой труборасширитель, гордость РОТЕНБЕРГЕРа. Первая модель была разработана в 1967 году и после этого РОТЕНБЕРГЕР занял лидирующие позиции в производстве профессионального инструмента для бесфитингового монтажа медных труб, а затем расширив линейку инструмента путем добавления профессионального инструмента для монтажа стальных, металлопластиковых и пластиковых труб прочно занял лидирующее положение в мире. Труборасширитель РОКАМ ПАУЭР ТОРК расширяет и калибрует медную трубу с максимальным диаметром 42мм, применение адаптера 1.1007 и специальных расширительных S-головок позволяет увеличить максимальный диаметр до 67мм.

б) Труборасширитель А0. Позволяет расширить медную трубу диаметром от 22 до 67мм.

в) Труборасширитель А1. Позволяет расширить медную трубу диаметром от 35 до 108мм.

Конечно, диаметр влияет на стоимость труборасширителей. Чем больше максимальный диаметр и чем больше расширяемых размеров труб, тем дороже! Остальные труборасширители РОМАКС ТРУБОРАСШИРИТЕЛЬ КОМПАКТ, РОМАКС ТРУБОРАСШИРИТЕЛЬ АС ЭКО, ТРУБОРАСШИРИТЕЛЬНАЯ УСТАНОВКА Р600, ТРУБОРАСШИРИТЕЛЬ УСТАНОВКА Н600 используются намного реже, обусловлено это достаточно высокой ценой, но для любителей приятной и быстрой работы это хороший выбор!
4. Подготовка поверхности перед пайкой осуществляют специальными губками РОФЛАЙЗ, а также могут использоваться ершики для внутренней поверхности, либо щетки для внешней поверхности медных труб.


II. Припои

Мягкие припои для фитингов 3 и 1S.
Качественные мягкие припои в соответствии с DIN EN 29453, для соединения пайкой медных труб с медными, либо из красной бронзы, либо с латунными фитингами. Применяются в системах горячего и холодного водоснабжения в соответствии с DVGW, предписание GW 2. Не содержат флюс, используются с соответствующей пастой РОСОЛ.
Пасты для пайки фитингов ROTHENBERGER (РОТЕНБЕРГЕР) РОСОЛ
Качественные пасты, используются с мягким припоем, в соответствии с DIN EN 29453, содержат флюс в соответствии с DIN EN 29454-1 3.1.1.C, проверены по DVGW регистрационный № F1 028, для соединений пайкой медных труб с медными, из красной бронзы и латунными фитингами в системах горячего и холодного водоснабжения в соответствии с DVGW, предписание GW 7, содержание припоя 60%, остатки флюса на 100% растворимы в воде.
ТВЕРДЫЕ ПРИПОИ ROTHENBERGER (РОТЕНБЕРГЕР) РОЛОТ – специальные твердые припои, особенно подходят для капиллярно-щелевой пайки при монтаже медных труб в системах холодного и горячего водоснабжения, открытых и закрытых отопительных систем, в соответствии с DVGW, предписание GW 2, систем газоснабжения (жидкий, природный газ), а также для монтажа холодильных систем/систем кондиционирования и маслопроводов. Припои РОТЕНБЕРГЕР РОЛОТ специально предназначены для капиллярно-щелевой пайки медных трубопроводов, смонтированных без использования фитингов. Серебросодержащие медно-фосфорные припои имеют более высокие деформационные характеристики и рекомендуются к использованию для пайки систем, подверженных высоким температурным и механическим нагрузкам
- Не пенятся
- Жаростойкие до 200° C
- При пайке соединений меди с медью не требуется флюс
- При пайке соединений с латунью, красной бронзой, медно-оловянными сплавами, медно-цинковыми сплавами используется флюс LP5
- Не наносят вред окружающей среде, не вызывают коррозию, имеют улучшенную текучесть
Качество и прочность пайки зависит в большей степени от физических параметров соединения и операций пайки, чем от припоя. Эти параметры определяют выбор оптимального припоя для того или иного соединения.
Медно-фосфорные твердые припои специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов.
Медно-фосфорные припои
При пайке латуни или бронзы используют флюс для предотвращения образования окисного покрытия на основных металлах. При пайке меди и медных соединений, медно-фосфорные припои являются самофлюсующимися.
В связи с хрупкостью соединения, возникающей из-за фосфорной составляющей припоя, нельзя применять медно-фосфорные припои для пайки цветных металлов с содержанием никеля выше 10%. Эти припои не рекомендуется также использовать для пайки алюминиевой бронзы.
В отличие от медно-фосфорных сплавов твердые серебряные припои не содержат фосфор.
Серебряные припои
Эти припои применяют для пайки цветных металлов, меди и сплавов на медной основе, за исключением алюминия и магния, для пайки, которых необходим флюс.
Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия.
В большинстве случаев пайку соединений осуществляют при помощи нескольких марок припоев. Сплав с содержанием серебра 15% — это медно-фосфорный припой, а сплав с содержанием серебра 45% — это серебряный припой.
III Газовые горелки для пайки медных труб
В программе Ротенбергера имеется великое множество различных газовых горелок для пайки. Все они подразделяются в основном по источнику газа, либо они работают на основе одноразовых баллончиков:
Газовые горелки на одноразовых баллонах для пайки твердым припоем
Ропауэр Файер Супер Файер 2 Супер Файер 3 Турбостар 2100
Газовые горелки на одноразовых баллонах для пайки мягким припоем.
Рофайер Пьезо Про Рофайер Пьезо 1950 Рофайер 1800 Рофлэйм Пьезо 1800
Данные горелки работают с одноразовыми баллонами с газом.
Либо газовые горелки работают со стационарными газовыми баллонами
Газовая горелка Турбопроп, работает на пропане. Предназначен для пайки медных труб диаметром до 54мм. Наиболее распространенная и используемая газовая горелка. Обусловлено это хорошими рабочими характеристиками данной горелки, а также ценой и относительной дешевизной пропана.
Газовая горелка Эйрак работает на ацетилене. Предназначен для пайки медных труб диаметром до 60мм. Эта горелка меньше используется рабочими из-за дороговизны ацетилена. Но тот, кто уже покупал ранее эту горелку как правило берут ее и в дальнейшем.
Газовая горелка Аллгаз 2000 работает на ацетилен-кислородных баллонах. Предназначен для пайки труб диаметром до 76мм. Превосходная ацетилен-кислородная горелка. Имеются в комплекте гибкие сопла, что позволяет работать в труднодоступных местах.
А также горелка RE 17 (горелка для пайки, сварки и резки), работающая на смеси ацетилена и кислорода. Не имеет ограничения по диаметру пайки.
При невозможности использовать газопламенную пайку, ROTHENBERGER (РОТЕНБЕРГЕР) предлагает электроустройство для пайки мягким припоем РОТЕРМ 2000.
Пайка медных труб
Необходимым условием надежной пайки является чистота поверхности. Перед операцией пайки очищают соединяемые металлические поверхности от грязи губками РОФЛАЙЗ. (Использование абразивных материалов для зачистки строго воспрещено! )
Необходимо предотвратить попадание масла, краски, грязи, смазки и алюминия на поверхность соединяемых металлов, иначе они будут препятствовать попаданию припоя в соединение, смачиванию и соединению припоя с металлическими поверхностями.
При соединении двух труб одного диаметра в системах холодного и горячего водоснабжения, а также в отопительных установках, где температура теплоносителя не превышает 110 градусов C, можно обойтись без фитинга. С помощью специального приспособления – ТРУБОРАСШИРИТЕЛЬ – окончание одной из соединяемых труб можно самостоятельно расширить для капиллярной пайки. Такая операция возможна при работе с мягкой или отожженной медью.
После расширения трубки одну трубку вставляют в другую так, чтобы она входила на длину не менее диаметра внутренней трубы. Между стенками внутренней и наружной труб должен быть зазор 0,025-0,125 мм (рис. 1).
Рис. 1. Установка соединяемых пайкой труб
Соединяемые трубы, нагревают равномерно по всей окружности и длине соединения.
Обе трубы нагревают пламенем горелки в месте соединения, равномерно распределяя теплоту (рис. 2). При этом сам припой нагревать не следует. Соединение не должно быть нагрето до температуры плавления металла, из которого изготовлены трубы. Применяют горелку соответствующего размера с несколько уменьшающимся пламенем. Перегрев соединения усиливает взаимодействие основного металла с припоем (то есть усиливает образование химических соединений). В итоге, такое взаимодействие отрицательно влияет на срок службы соединения (рис. 3).
Рис. 2. Размещение горелки при пайке труб: 1 -наружная труба; 2 -горелка; 3 -зона нагрева; 4 -внутренняя труба
Если вводить в зону пайки припой и пламя горелки одновременно, то соединение нагреется неудовлетворительно. Внутренняя труба достаточно не прогревается, а расплавленный припой не будет затекать в зазор между соединяемыми трубами (рис. 3).
Рис. 3. Распределение припоя в соединении труб:
а — внутренняя труба разогрета до температуры пайки, а наружная труба имеет более низкую температуру;
б — наружная труба разогрета до температуры пайки, а внутренняя труба имеет более низкую температуру;
в — обе трубы разогреты равномерно до температуры пайки
Если равномерно разогревать всю поверхность концов спаиваемых труб, то припой плавится под воздействием их теплоты и равномерно поступает в зазор соединения (рис. 3, в).
Трубы для пайки достаточно прогреты, если пруток твердого припоя плавится при контакте с ними. Для улучшения пайки, предварительно прогревают пруток припоя пламенем горелки (рис. 4).
Рис. 4. Расположение горелки и прутка припоя при пайке соединения концов труб, нагретых до тусклого вишнево-красного цвета: 1 -горелка; 2 -внутренняя труба; 3 -пруток припоя; 4 -наружная труба
Под воздействием капиллярных сил припой поступает в соединение. Этот процесс протекает хорошо, если поверхность металла чистая, выдержан оптимальный зазор между металлическими поверхностями, концы труб в зоне соединения достаточно нагреты (расплавленный припой течет по направлению к источнику теплоты) (рис. 5).
Рис. 5. Перемещение припоя в зазоре между трубами при пайке
Соединение меди с латунью с помощью твердого медно-фосфорного припоя
Для соединения меди с латунью с помощью твердого медно-фосфорного припоя выполняют указанные выше операции такие же как и для соединения меди с медью.
Перед нагревом соединения наносят небольшое количество флюса, чтобы обеспечить смачивание припоя на поверхности латуни.
По завершении операции пайки тщательно удаляют остатки флюса горячей водой и щеткой. Большинство видов флюса вызывают коррозию и должны быть полностью удалены с поверхности соединения.
Соединение стали со сталью, медью, латунью или бронзой с помощью серебряного припоя
Для соединения стали со сталью, медью, латунью или бронзой с помощью серебряного припоя выполняют указанные выше операции для соединения меди с медью.
До нагрева, на соединение наносят флюс для последующего смачивания и перемещения расплавленного припоя в зазоры между соединяемыми деталями.
Нагревают пруток припоя и затем окунают его во флюс. Припой покрывается тонким слоем флюса, что предотвращает образование окисного покрытия на его поверхности (окиси цинка).
По завершении операции пайки тщательно удаляют остатки флюса.
Флюсы для пайки
Флюс поглощает определенное количество окислов.
Вязкость флюса увеличивается при насыщении его окислами. Если после пайки остатки флюса не удалять, то это приведет к попаданию его в соединение и со временем может вызвать коррозию и утечку.
При пайке используют минимальное количество флюса, а затем тщательно счищают его остатки после завершения данной операции.
Флюс наносят вдоль поверхности, а не в соединение. Он должен попасть в соединение до припоя.
Правила пайки медной трубы
- Применяют несколько уменьшающееся пламя, которое создает максимальный нагрев, и очищает соединение.
- Металлические поверхности очищают и обезжиривают.
- Проверяют взаимное расположение деталей и зазоры.
- При пайке наносят минимальное количество флюса снаружи соединения. При пайке меди с медью при помощи медно-фосфорных припоев флюс не требуется.
- Для пайки нагревают соединение равномерно до требуемой температуры.
- Припой наносят на соединение. Проверяют его равномерное распределение в соединении, используя для этой цели паяльную горелку. Расплавленный припой течет в сторону более нагретого места соединения.
- Остатки флюса тщательно удаляют после пайки.
- Важным моментом пайки является быстрое выполнение этой операции. Цикл нагрева должен быть коротким, и следует избегать перегрева.
- При пайке необходимо обеспечить соответствующую вентиляцию, так как может появиться вредный для здоровья дым (паров кадмия из припоя и фтористых соединений из флюса).
Содержание
§ 93. Пайка твердыми припоями
Пайку твердыми припоями применяют для получения прочных и термостойких швов. Пайку твердыми припоями осуществляют, соблюдая следующие основные правила: как и при пайке мягкими припоями, поверхности подгоняют друг к другу припиливанием, тщательно очищают от грязи, окислов и жиров механическим или химическим способом;
подогнанные детали в месте спая покрывают флюсом (рис. 363, а); на место спая накладывают кусочки припоя (медные пластинки) и закрепляют мягкой вязальной проволокой (рис. 363, б);
подготовленные детали (заготовки) нагревают паяльной лампой (рис. 363, в) в кузнечном горне или электропечи;
когда припой расплавится, деталь снимают с огня и держат в таком положении, чтобы припой не мог стекать со шва;
затем деталь медленно охлаждают. Охлаждать детали с напаянной пластинкой в воде нельзя, так как это ослабит прочность соединения. Применяют другой способ пайки: подготовленную деталь (изделие) нагревают и обсыпают бурой, затем нагревают и к месту соединения подводят конец медной или латунной проволоки, которая, расплавляясь, заливает место спая. По мере охлаждения спаянные детали промывают, в воде, протирают сухими тряпками и просушивают; шов зачищают наждачной бумагой или опиливают напильником.
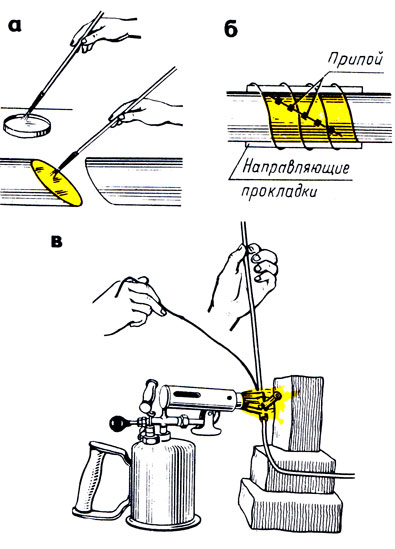
Рис. 363. Пайка паями: а — обмазывание флюсом, б — закрепление припоя, в — нагрев
Дефекты пайки и безопасность труда
Дефекты при пайке, их причины и меры предотвращения следующие:
припой не смачивает поверхность паяемого металла вследствие недостаточной активности флюса, наличия окисной пленки, жира и других загрязнений. Для предотвращения не смачивания в состав флюса добавляют фтористые соли или увеличивают его количество, улучшают обработку деталей, удаляя следы коррозии, жира;
наплывы или натеки припоя вследствие недостаточного прогрева детали, припой не расплавился. Необходимо повысить температуру пайки;
припой (при хорошем смачивании) не затекает в зазор, который мал или велик. Надо подобрать оптимальный зазор;
шероховатая поверхность паяного шва, получаемая при высокой температуре нагрева или длительном нагреве. Необходимо уменьшить температуру или время пайки;
трещины в паяном шве вследствие значительной разницы в коэффициентах теплового, расширения припоя и металла. Необходимо подобрать соответствующий припой;
смещение и перекосы в паяных соединениях из-за плохого скрепления деталей перед пайкой. Необходимо исключить смещение соединяемых деталей при затвердевании припоя.
Безопасность труда при выполнении паяльных работ и лужении. Подготовка металлов и процесс пайки связаны с выделением пыли, вредных паров цветных металлов и солей, которые, попадая в организм человека через дыхательные органы, пищевод или кожу, вызывают раздражение слизистой оболочки глаз, поражение кожи и отравление. Поэтому при пайке и лужении необходимо соблюдать следующие правила:
рабочее место паяльщика должно быть оборудовано местной вентиляцией;
не допускается работа в загазованных помещениях;
после окончания работы и перед принятием пищи тщательно мыть руки мылом;
химикаты засыпать осторожно, малыми порциями, не допуская брызг. Попадание кислоты в глаза может вызвать слепоту, испарения кислот очень вредны;
серную кислоту хранить в стеклянных бутылях с притертыми пробками или плетеных корзинах с мягкой прокладкой;
пользоваться только разведенной кислотой. При разведении кислоту следует вливать в воду тонкой струей, непрерывно помешивая раствор. Запрещается лить воду в кислоту, так как при соединении воды с кислотой происходит сильная химическая реакция с выделением большого количества тепла. Даже при небольшом количестве воды, попадающей в кислоту, вода быстро нагревается и превращается в пар, что может привести к взрыву;
не допускаются ручные операции, при которых возможно непосредственное соприкосновение кожи работающего (промывка, протирка изделий, розлив и др.) с дихлорэтаном (огнеопасная ядовитая жидкость) или содержащими его смесями;
при нагреве паяльника соблюдать общие правила безопасного обращения с источником нагрева;
при работе с паяльными лампами: проверить исправность лампы, горючее наливать в лампу не более 75% емкости; недопустимо доливать или наливать горючее в неостывшую лампу; керосиновую лампу заправлять только керосином; работать электрическим паяльником, ручка которого должна быть сухой и не проводящей тока.
Пищевой припой для пайки 
Как правило, для осуществления пайки в пищевой промышленности используются оловянно-медные припои, которые обладают подходящими характеристиками. Припои с повышенным содержанием свинца в своем составе недопустимы для проведения пищевой пайки. Если предполагается проведение работ по пищевой пайке оборудования, деталей и элементов, то рекомендуется использовать припои следующих марок: ПОСу 95-5, ПОМ-1, ПОМ-3 и т.д.
Пищевые припои, как правило, состоят полностью из олова, потому что этот сплав считается наиболее безопасным для здоровья человека. Небольшое содержание меди (в пределах 10%) никак не влияет на повышение уровня токсичности припоя. Пищевые припои имеют низкую температуру плавления (не более 250 градусов), поэтому относятся к категории низкотемпературных припоев. Они могут быть использованы для пайки посуды, а также множества других предметов и деталей, используемых в пищевой промышленности и бытовой сфере.
При выборе припоев для пищевой пайки необходимо принимать во внимание следующее:
• Сурьма имеет высокий уровень токсичности, поэтому не должна содержаться в больших количествах в припоях, используемых для пищевой пайки (однако многими учеными наличие сурьмы классифицируется как средний риск). То же самое можно сказать о кадмии, которого в припое вообще быть не должно;
• Уровень опасности меди и серебра сравнительно низок, поэтому допускается их наличие в припоях для пищевой пайки;
• Цинк и олово представляют собой главные элементы, которые применяются для пищевой тары, поэтому припои с содержанием этих элементов отлично подходят для проведения работ;
• Также безвреден висмут, который часто содержится в припоях, а также применяется в медицинской сфере.
Использование отмеченных выше припоев допускается отечественными и европейскими стандартами.
Припой образует переходный шов.
Высокотемпературная пайка (ВТ-пайка, англ. brazing) — процесс соединения металлических деталей путем заполнения зазора между ними расплавом другого металла при температурах выше 450 °C. Расплав металла, которым заполняют зазор, должен смачивать поверхности спаиваемых деталей, с тем, чтобы капиллярный эффект затягивал расплав внутрь зазора. Если процесс протекает при температурах, ведущих к расплавлению основного металла соединяемых деталей, то такой процесс называется сварка (англ. welding) или пайка-сварка(англ. braze-welding).
Материал соединяемых деталей называется основным металлом (англ. base metal), расплав, который соединяет спаиваемые детали, называется припой (англ. filler metal). Припой также может называться паечным прутком, цинковым припоем, паечным сплавом (англ. brazing rod, spelter, brazing alloy)
Последующая информация относится в основном к материалам и техникам используемым при пайке велосипедных рам, но может быть применена и к пайке других легких стальных деталей.
Безопасность
При любых высокотемпературных паечных работах выделяются ядовитые пары, а в газовых горелках применяются нестабильные топлива. Обязательно читайте инструкции по безопасности при работе с этими материалами и следуйте этим инструкциям.
Пайка бронзой
Как видно из названия, вт-пайка обычно выполняется при помощи припоев на основе бронзы или латуни, сплавов меди с цинком, оловом и др. металлами. Бронзовые и латунные припои для вт-пайки плавятся при температурах от 800 °C до 1000 °C. Такая температура может привести к отжигу стали, сводя на нет предварительную термообработку деталей для их укрепления. По этой причине термообработанные трубы (например, Reynolds 731) не подвергают вт-пайке бронзой/латунью.
Трубы, не проходившие термообработки (Reynolds 531 или простые трубы из хром-молибденовой стали 4130), вполне подходят для пайки бронзой или латунью. Получаемаые соединения достаточно прочны для нагрузок, которым подвергается велосипедная рама, к тому же цена бронзового припоя заметно ниже, чем цена серебряного. Да и процесс пайки проще и менее требователен к квалификации мастера, точности подгонки деталей и терморежиму. Большая часть массово-производимых паяных велосипедных рам, да и заметная часть заказных рам паяется именно бронзой-латунью. Этот припой — хороший выбор, особенно для начинающего мастера.
Пайка серебром
Пайка серебряными припоями позволяет использовать более низкие температуры и при этом получать более прочные швы. Серебряные припои плавятся и текут при температурах заметно более низких, чембронзовые-латунные, и лучше затекают в тонкие сочленения. Оба этих фактора увеличивают прочность соединения.
Замечание: серебряную вт-пайку (англ. silver brazing) часто путают с низкотемпературной пайкойсеребро-содержащими припоями, использующейся в сантехнических и др. работах. При неясностях, следует детально уточнить марки припоя и температуры пайки.
Обыкновенно припой для серебряной вт-пайки содержит от 60% до 20% серебра, остальное составляет сплав металлов, включающий медь, цинк, никель и олово. Припои, применяемые в серебрянной вт-пайке, плавятся при температурах порядка 620 °C, что сильно уменьшает отжиг и сопутствующее снижение прочности спаиваемых термообработанных деталей. Вблизи спайки остается зона отожженноо металла, но утолщение трубы в этих местах компензирует потерю прочности. На удалении от места пайки отжиг не происходит из-за малого прогрева. В сохранении предварительной термообработки деталей играет роль также квалификация мастера, поскольку более долгий прогрев приводит к более глубокому распространению тепла в деталях.
Серебряные вт-припои часто содержат кадмий, металл, пары которого смертельно ядовиты. Кадмий позволяет снизить температуру процесса вт-пайки и повысить прочностные и другие характеристики изделия, однако применять его следует только при наличии опыта и высокопроизводительной вытяжки. Паятькадмий-содержащими припоями у себя в гараже — крайне вредно для здоровья, так что, если вы хотите паять серебряными припоями в домашних условиях, поищите припои без кадмия.
Серебряные припои также хорошо подходят для пайки нержавеющей стали. Большинство бронзовых припоев не смачивают нержавейку, и даже если смачивают, то качество соединения получается низким. ВТ-пайканержавейки — процесс более сложный и требовательный, чем пайка обычных сталей, в некоторых случаях необходим специальный припой, который предотвращает коррозию между основным металлом и припоем. Для предотвращения коррозии в припой вводится небольшое количество никеля. При пайке обычным припоем соединение может быстро скорродировать.
Никелево-серебряная пайка
Последний класс вт-припоев, который следует упомянуть — никелево-серебряные припои. Несмотря на название, в этих припоях практически нет серебра, состоят они в основном из никеля и меди. У таких припоев температура плавления заметно выше, чем у настоящих серебряных, потому применять их на термоупроченных трубах не следует.
С другой стороны, никель-серебряный припой прочнее, а зачастую и сильно прочнее бронзового, и его хорошо применять для пайки некоторых видов нержавеек. Припой №11 марки All States специально предназначается производителем для пайки велосипедных рам, и соединения с ним получаются очень прочные. У этого припоя очень широкий дипазон рабочих температур — от 650 °C до 970 °C и прочночть на разрыв до 60 кг/кв.мм.
Флюсы
При высоких температурах в процессе вт-пайки большинство металлов быстро окисляется. Окисловая пленка мешает припою смачивать поверхность базовго металла и затекать в соединение. Чтобы предотвратить окисление используются специальные химикаты, которые называются флюсами. Их функция — растворить оксидную пленку и защитить поверхность металла от дальнейшего окисления. Чаще всего флюсы наносятся в виде пасты на поверхности соединяемых деталей внутри соединения и вокруг него, хотя иногда они нанесены на пруток припоя или добавляются прямо в пламя горелки.
Припой обычно не смачивает необработанную флюсом поверхность. Хотя внутри соединения это мешает, вне него может быть полезно — если вы выполняете соединение, размер которого меньше размера пламени горелки, припой будет пытатьтся растечься по все прогреваемой площади. При этом обработанная флюсом зона ограничит растекание припоя, что облегчит последующую очистку. Но не переусердствуйте — вам надо, чтобы внутри соединения присутствовал флюс, и вам не надо, чтобы металл вокруг соединения выгорел. Вы всегда сможете потом удалить излишки припоя напильником, а со временем научитесь контролировать растекание припоя при помощи температуры пламени.
Разные флюсы обеспечивают защиту при разных температурах, поэтому важно использовать флюс, который подходит к используемому вами припою. Обычно флюсы разрабатываются либо для серебряного, либо для бронзового припоя, и они не взаимозаменяемы. Существуют также специальные флюсы, обеспечивающие лучшую защиту при пайке нержавеек, или при длительном нагреве.
Информацию о том, для каких температур, базовых металлов и припоев разработан флюс надо искать у производителя флюсов.
Методы вт-пайки
Обычно, заказные рамы паяются вручную. Детали рамы сводятся вместе на стенде, и мастер пропаивает узлы сочленения последовательно с помощью ручной кислород-ацетиленовой горелки. Такие же горелки используются для сварки, но при вт-пайке процесс несколько отличается, т.к. базовый металл не расплавляется.
В прошлом, многие рамы паялись методом прогрева над печью, а не горелкой. При объемном прогреве использование стенда было затруднительно, потому предварительная сборка узлов рамы осуществлялась прихватыванием сваркой или пайкой, а затем узлы последовательно прогревались в открытом пламени. Этот устаревший метод оставался в ходу у консервативных изготовителей рам вплоть до 1970−х годов, но был вытеснен более простым и точным методом ручной газовой пайки.