
Сварка в полуавтоматическом режиме без газа заключается в том, что сварочная ванна – место соединения двух сварочных поверхностей между собой защищается не средой инертного газа, а следующими видами безгазовой защиты:
- слой флюса;
- порошковая защита с электрода;
- слой шлака, образуемый при сгорании электрода.
По виду механизации полуавтоматическая сварка характеризуется наличием специального суппорта для автоматического подвода присадочной флюсовой проволоки или порошкового электрода.
Область технологического применения данной сварки в основном сводится к соединению разнородных мягких металлов, цветных металлов или для напыления и восстановления деталей и запчастей из алюминия, чугуна или бронзы.
Содержание
- Сварка алюминия полуавтоматом без газа
- Сварка полуавтоматом флюсовой проволокой без газа
- Сварка порошковой проволокой без газа
- Сварка полуавтоматом простой проволокой без газа
- Способы сварки порошковой проволокой
- Преимущества сварки порошковой проволокой
- Недостатки сварки порошковой проволокой
- Лучшая омедненная сварочная проволока
- Лучшая нержавеющая сварочная проволока
- Лучшая алюминиевая сварочная проволока
- Сварка полуавтоматом порошковой проволокой без газа
- Процесс полуавтоматической сварки своими руками
Сварка алюминия полуавтоматом без газа
 Как уже было сказано, основная область применения сварки без газа в полуавтоматическом режиме – соединение мягких и цветных металлов, например алюминия.
Как уже было сказано, основная область применения сварки без газа в полуавтоматическом режиме – соединение мягких и цветных металлов, например алюминия.
Принципиальная схема сварочного аппарата представляет собой замкнутый контур, состоящий из заземления, переносного инвертора и электрода и подводимого автоматом присадочного электрода.
 Профессия сварщика несомненно требует некоторых профессиональных навыков. Читайте детальнее о том, как научиться сварке самостоятельно.
Профессия сварщика несомненно требует некоторых профессиональных навыков. Читайте детальнее о том, как научиться сварке самостоятельно.
Сварщик — специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом. Читайте где можно обучиться сварке
Как правило, две алюминиевые поверхности варят в стык, проводя тонкий шов в 1-1,5 мм. шириной. В качестве наплавки используют медную проволоку.
Необходимо помнить о том, что попадание в расплав алюминия воздуха приведет к критическим изменениям структуры металла, появятся каверны, и существенно увеличится хрупкость металла, снизив его пластичность.
Для этого сварочную ванну необходимо защитить слоем флюса, который вводится по мере образования сварочного шва.
Флюс – вещество, которое образуется при сгорании электрода или присадочной проволоки, флюс прекрасно зарекомендовал себя, полностью изолируя сварные поверхности от атмосферного воздуха.
Сварка полуавтоматом флюсовой проволокой без газа
 Типичный способ сварки алюминия. Флюсовая проволока подводится суппортом к электрической дуге и при сгорании равномерно покрывает сварочную ванну.
Типичный способ сварки алюминия. Флюсовая проволока подводится суппортом к электрической дуге и при сгорании равномерно покрывает сварочную ванну.
Такой способ обладает рядом положительных характеристик:
- на протяжении долгих лет показывает прекрасное качество и функциональность;
- относительная дешевизна и простота использования;
- экологичность и безвредность;
- прекрасные функциональные показатели.
 Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и прочим.Смотрите детали о особенностях заполнения журнала сварочных работ.
Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и прочим.Смотрите детали о особенностях заполнения журнала сварочных работ.
Общую статью о сварочном производстве можно прочитать
Сварка порошковой проволокой без газа
 Порошковая проволока безгазовой среде выполняет те же задачи, что и флюс. используется специальный порошковый состав на основе кремниатов или силикатов, которые отторгаются расплавленным металлом и образуют на его поверхности пленку, затрудняющую проникновение кислорода к расплавленному металлу.
Порошковая проволока безгазовой среде выполняет те же задачи, что и флюс. используется специальный порошковый состав на основе кремниатов или силикатов, которые отторгаются расплавленным металлом и образуют на его поверхности пленку, затрудняющую проникновение кислорода к расплавленному металлу.
По своей конструкции флюсовая и порошковая проволока представляет собой трубку из мягкого легкоплавкого метала, полую внутри. Полость трубки заполнена порошком из кремниатов или флюсом, который при оплавлении трубки не сгорает, а просыпается на поверхность.
 Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью.
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью.
Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.
Читайте о сварке металлов.
Сварка полуавтоматом простой проволокой без газа

Такой вид полуавтоматической дуговой сварки используется только при безгазовом напылении и прокладке сверхтонких шов вольфрамовой проволокой, но так как поверхность должна быть защищена от воздуха, то используется принципиально отличающийся от прочих механизм: принудительная подача флюса или порошка к сварочной поверхности.
Для этого используются полимерные или плексигласовые шланги-дозаторы, просыпающие флюс на металл. К таким дозаторам есть ряд определенных требований, как и к автоматам с данным оснащением:
- не допускаются перегибы шлангов или мягкого плексигласа, это может привести к нарушению дозации флюса и попаданию воздуха в металлическую структуру;
- нежелательны резкие движения автомата и рывки, это приведет к неравномерному или чрезмерному попаданию флюса и замутнению сварочной ванны;
- необходимо по возможности исключить сдувание флюса с поверхности, это значит, что работы следует производить в условиях цеха или в безветренную погоду.
При электродуговой сварке сварочные кабеля используются для передачи электрического тока от инвертора или баласного реостата к «держаку», в котором закрепляется сварной электрод, а так же для проводки заземления от сварной поверхности к баласнику для создания замкнутого контура.
Сварочный инвертор на сегодняшний день вполне успешно может справиться с монтажом и демонтажем во время строительных работ и ремонте автомобилей. Как выбрать и использовать инверторный сварочный аппарат читайте
В настоящее время существует множество моделей полуавтоматических сварочных инверторов, но все они отличаются следующими положительными критериями:
- полуавтоматический режим во многом исключает огрехи сварщика;
- полуавтоматы способствуют прокладке ровных швов, что очень актуально для сварки трубопроводов или технологических линий в станках и агрегатах;
- мягкие и цветные металлы не варятся в обычном режиме без автоматов или полуавтоматов;
- сравнительно малые габариты, мобильность и простота конструкции автоматического суппорта и технологической схемы электропотребления.
Безгазовая сварка полуавтоматическом режиме прекрасное и функциональное решение сложных технических вопросов, которое характеризуется высоким КПД, производительностью, качеством, удобными условиями труда и малой затратностью.
Сварка порошковой проволокой (FCAW) — механизированная или автоматическая дуговая сварка порошковой проволокой (самозащитной проволокой). Процесс сварки похож на полуавтоматическую сварку, только в качестве электродной проволоки используется трубчатая проволока с содержанием специального порошка — порошковая проволока. Сварка порошковой проволокой может выполняться с использованием защитных газов или без защитного газа.
Рис. 1.Схема сварки порошковой проволокой
Метод дуговой сварки самозащитной проволокой был разработан в начале 50-х годов как альтернатива ручной дуговой сварки. Преимуществом данного способа стала возможность отказаться от использования покрытых электродов. Это помогло FCAW сварке преодолеть множество ограничений ручной сварки.
Способы сварки порошковой проволокой
Существует два основных метода сварки порошковой проволокой — сварка порошковой проволокой в среде углекислого газа и сварка порошковой самозащитной проволокой.
Сварка порошковой самозащитной проволокой без защитного газа возможна благодаря порошкообразному флюсу находящемуся внутри проволоки. Помимо флюса, в проволоке содержатся и другие вещества, которые при плавлении создают защитную газовую среду и шлак. Газо- и шлакообразующие вещества защищают зону сварки от воздействия воздуха. Как и при других видах сварки большое внимание необходимо уделять выбору сварочных материалов, то есть проволоки для сварки чтобы получить шов необходимого качества и механическими свойствами.
Сварка порошковой проволокой в среде углекислого газа является фактически объеденным способом сварки FCAW и процесса MAG сварки. Двойная защита зоны сварки позволяет получить швы высокого качества. Используется преимущественно для сварки качественных сталей. Также как и при полуавтоматической сварки существует вероятность нарушения газовой защиты, что приводит к появлению пор в металле шва.
Преимущества сварки порошковой проволокой
- Сварку самозащитной порошковой проволокой можно выполнять во всех пространственных положениях.
- Существуют марки проволоки позволяющие выполнять сварку без газовой защиты, соответственно сварку можно выполнять на ветру, сквозняке и монтажных условиях без угрозы нарушения защитной среды.
- По сравнению с ручной дуговой и полуавтоматической сваркой, рабочему сварщику необходимо меньше навыков.
- Отсутствие «чешуек» на поверхности сварочного шва.
- Способ не требует тщательной очистки сталей перед сваркой.
- Повышение продуктивности процесса, особенно при сварке двухслойной порошковой проволокой.
Недостатки сварки порошковой проволокой
Сварке порошковой проволокой присущи проблемы не полного сплавления кромок, появление шлаковых включений и трещин в сварочном шве. Такие проблемы существуют и при других способах сварки. Отдельно можно выделить:
- Повышенная склонность к подгоранию токоподводящего наконечника.
- Появляются механические проблемы с подачей порошковой проволоки.
- Высокое выделение дыма при сварке. Во время сварки испаряется много вредных паров, плохо влияющих на организм человека.
Полуавтоматическая сварка под защитой газов MIG/MAG проста в исполнении и позволяет быстро выполнять непрерывные швы во всех пространственных положениях, а потому популярна. Чтобы разобраться какая сварочная проволока лучше для полуавтомата, мы составили рейтинг по видам присадочного материала, с учетом характеристик и положительных отзывов. Это поможет подобрать проволоку для конкретных задач и обеспечит наилучший шов.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Лучшая омедненная сварочная проволока
Сварочная проволока этого типа применяется при сварке углеродистых и конструкционных сталей. Внутри она состоит из обычного металла, а наружное покрытие обогащено медью, что уменьшает количество брызг и задерживает образование трещин в горячем состоянии. Это подходит и для сварки чугуна.
Проволока имеет повышенное сопротивление на разрыв и отлично подойдет для применения в гараже, на даче и производстве, где требуется сварка «черного железа».
СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
Отечественный продукт для сварки в инертных газах. Удобная бабина легко устанавливается в барабан. Катушки присадочного материала весом 5 кг хватает на долго.
+ Плюсы СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
- Пригодна для всех углеродистых и низколегированных сталей.
Шов действительно ровный и чистый благодаря отсутствию брызг. - Получается глубокий провар.
— Минусы СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
- Подходит не ко всем полуавтоматам по креплению к барабану (используется еврокатушка).
- Не пригодна для работы в среде активных газов (углекислоты) — нужно быть внимательным при выборе для сварки кузовов авто и тонких металлов под вентиляцию.
Вывод. Это лучшая сварочная проволока для полуавтоматов в тех случаях, где важна максимальная чистота металла после накладки шва. Она отличается минимальным количеством брызг, благодаря чему расположенная рядом резьба или лицевая поверхность останутся неиспорченными.
OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
Шведский продукт от именитого бренда, изготавливаемый на производственных мощностях в Чехии. Выпускается в еровкатушках весом по 5 кг и соответствует ГОСТу СВ-08Г2С-О.
+ Плюсы OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
- Шов сохраняет хорошую ударную вязкость даже при понижении температуры до -20 градусов — в таком случае показатель составит 90 Дж/см2.
- Ровный хороший шов без наплывов.
- Мягкое горение сварочной дуги.
— Минусы OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
- Не очень ровная укладка, несмотря на брендового производителя — возможны пробуксовки в канале.
- Конструкция катушки может отличаться от фото в интернет-магазинах.
- Проволока жесткая и ее неудобно заправлять в механизм подачи.
Вывод. Хорошая проволока, подходит для заделки трещин в рамах различного оборудования и механизмов. Она имеет предел прочности 560 МПа, поэтому устойчива к растяжениям при ударах. Швы выполненные полуавтоматом с этой проволокой имеют повышенную крепость.
Проволока отличается трубчатой формой, внутри которой находится флюс и металлический порошок. Это позволяет еще лучше защищать сварочную ванну от включения внешней среды при использовании инертного газа или вообще варить без баллона.
Такая технология нашла применение в сварке емкостей для химической промышленности, монтаже удаленных конструкций, куда нет возможности доставить баллон с газом, или подводной сварке.
Но у шва образуется шлаковая корка, которая требует очистки. Стоит такая проволока гораздо дороже, поэтому оправдана только в вышеуказанных случаях.
Elitech 0606.016000 (0.8 мм; 1 кг)
Присадочный материал от российского производителя. Отличается ровной укладкой на катушку и полностью рассчитан на сварку без газа.
+ Плюсы Elitech 0606.016000
- Отлично держит дугу и защищает сварочную ванну от включений.
- Шов гладкий, почти без чешуи.
- Присадочный металл хорошо растекается.
- Большое количество флюса внутри.
— Минусы Elitech 0606.016000
- Каждый килограмм проволоки стоит свыше 1000 рублей.
- Все пользователи отмечают повышенное количество брызг, что требует более длительной последующей обработки.
- Нуждается в долгой регулировке скорости и вольтажа, поскольку может сгорать не доходя до свариваемого металла.
Вывод. Эта присадка вошла в рейтинг сварочной проволоки благодаря глубокому провару даже при узкой разделке кромок. Она подойдет для сварки ответственных соединений, где в приоритете прочность, а не эстетическая красота шва.
E71T-GS (5 кг; 0.8 мм) Кедр
Еще один российский продукт. Выпускается в крупных бабинах по 5 кг с диаметром 0.8 мм. Кроме соединения сторон способен незначительно легировать шов за счет имеющихся присадок.
+ Плюсы E71T-GS (5 кг; 0.8 мм) Кедр
- Цена гораздо меньше, чем у других проволок с порошком.
- Поставляется в надежной упаковке, препятствующей отсыреванию флюса.
- Легко плавится и течет.
- Получаются прочные и красивые широкие швы.
— Минусы E71T-GS (5 кг; 0.8 мм) Кедр
- Совместима только с инертными газами.
- Намотка не всегда ровная.
- Может немного оставлять поры в структуре шва.
Вывод. Это отличная сварочная проволока для наплавки металла в специфичных условиях. При правильной регулировке можно добиться более толстого шва, чем у других версий присадки, что сокращает число проходов для достижения нужной высоты.
QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм)
Итальянская сварочная проволока в еврокатушке с весом 450 г и диаметром 0.8 мм. Подходит как для сварки со всеми видами защитного газа, так и без них.
+ Плюсы QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм)
- При правильной настройке можно сварить даже тонкую жесть с сечением 0.3 мм.
- Присадочный металл ложится легко — особенно удобно заваривать отверстия.
- Глубокий провар.
- Почти нет пор.
- Не прожигает металл и не выдавливается с обратной стороны.
— Минусы QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм)
- Присадочный металл ложится легко — особенно удобно заваривать отверстия.
- Глубокий провар.
- Почти нет пор.
- Не прожигает металл и не выдавливается с обратной стороны.
Вывод. Неплохая проволока для полуавтомата и ремонта авто в полевых условиях. Она подойдет как для сварки тонкого корпуса, так и толстой рамы, лонжеронов. Хорошо держит дугу и поможет наложить прочный шов за короткое время.
Лучшая нержавеющая сварочная проволока
Проволока из нержавейки предназначена для сварки легированных сталей. За счет одинакового состава она не вызывает трещин при остывании металла и ее можно обрабатывать так же, как и основной материал (шлифовать, полировать), полностью скрывая следы сварки.
Этот тип проволоки широко применяется при сварке коллекторов, фланцев в химической промышленности с агрессивной средой, изготовлении полотенцесушителей и другой продукции из нержавеющей стали.
Особенностями проволоки являются высокая стоимость и повышенное количество брызг на металле, требующее применения специального спрея, предотвращающего прилипание.
| WESTER STW08045b | Foxweld ER-308 LSi Св-04Х19Н9 (1 кг; 0.8 мм; D100) |
|||||||
| Вес, кг | 0,45 | 5 | ||||||
| Диаметр, мм | 0,8 | 0,8 | ||||||
| Еврокатушка | D100 | D100 | ||||||
| Родина бренда | Китай | Италия | ||||||
WESTER STW08045b
Продукт от китайского бренда. Реализуется весом от 450 г. Проволока доступна по цене и отличается повышенной устойчивость к межкристаллической коррозии.
+ Плюсы WESTER STW08045b
- Содействует образованию прочного и толстого сварочного шва за один проход.
- Герметичные соединения, хорошо переносящие давление жидкости.
— Минусы WESTER STW08045b
- Содействует образованию прочного и толстого сварочного шва за один проход.
- Герметичные соединения, хорошо переносящие давление жидкости.
Вывод. Отличный вариант для изготовления или ремонта емкостей, применяемых в пищевой промышленности. Проволока обогащена никелем и содержит совсем небольшое количество углерода, что делает швы особенно устойчивыми к коррозии.
Foxweld ER-308 LSi Св-04Х19Н9 (1 кг; 0.8 мм; D100)
Итальянская присадочная проволока для полуавтомата, производимая в Китае под контролем европейских сотрудников компании. Имеет в составе 5 добавок, значительно улучшающих качество шва (C, Ni, Si, Cr, Mn).
+ Плюсы Foxweld ER-308 LSi Св-04Х19Н9 (1 кг; 0.8 мм; D100)
- Высокая коррозионная устойчивость.
- Особенно прочные швы, выдерживающие давление на излом и растяжение.
- Товар хорошо запечатан (полиэтилен и картонная упаковка), что защищает его от воздействия окружающей среды и порчи при транспортировке.
— Минусы Foxweld ER-308 LSi Св-04Х19Н9 (1 кг; 0.8 мм; D100)
- Чтобы варить этой проволокой необходим аппарат с постоянным током.
- Плохие швы в углекислоте — нужен чистый аргон или смесь.
- В продукции используется маркетинговая хитрость — в коробке с надписью 1 кг продается присадочный материал весом 900 г.
Вывод. Этот товар вошел в рейтинг сварочной проволоки для полуавтомата за счет высокого содержания кремния. Это делает шов более прочным и подойдет для сварки соединений, на которые будет оказываться повышенная нагрузка.
Лучшая алюминиевая сварочная проволока
Применяется для выполнения швов на конструкциях из алюминия и его сплавов. Это узкоспециализированный тип сварки, который востребован в автосервисах, пищевой промышленности, химической отрасли и в ремонтах водного транспорта. Этот вид присадки не подходит для соединения других видов металлов, а сварка с его использованием нуждается в определенном навыке.
ER 5356 (ALMG5)
Алюминиевая проволока с рядной намоткой. Реализуется весом от 500 г до 7 кг. Подходит для сварки полуавтоматом алюминиевых пластин, труб и профилей, у которых содержание магния составляет менее 3%.
+ Плюсы ER 5356 (ALMG5)
- Хорошее сохранение катушки при транспортировке благодаря пленочному чехлу и картонной упаковке.
- В шве полностью отсутствуют поры.
- Подходит не только для стыковых соединений в нижнем положении, но и для угловых как с внутренней, так и с внешней стороны.
- Нет подрезов на верхней стенке при угловом шве.
— Минусы ER 5356 (ALMG5)
- Качественно сварить возможно только на постоянном токе.
- Шов получается высоким и с грубой чешуей.
- Предел прочности 265 МПа не самый высокий в категории.
- Нужно выставлять высокую скорость подачи — быстро плавится.
- После сварки сильный черный налет.
- Подходит для длинных швов, поскольку на коротких не дает качественно прогреть металл и ложится только сверху.
Вывод. Отличная алюминиевая проволока для сварки головок блока или крышек картера, которая пригодится в автомастерской. Имеет удлинение на 26%, что содействует хорошему переносу температурного расширения.
Полуавтоматический тип сварки является одной из разновидностей классической электродуговой сварки. Подобный вид сварки имеет различие в том, каким именно образом электрод попадает в рабочую область. Для этого применяется специальная сварочная проволока, которая и выступает в качестве электрода. Она беспрерывно поступает в сварочную головку с неизменным темпом с помощью механического привода.

На сегодняшний день возможно проведение сварочных работ полуавтоматом с использованием углекислой газовой среды или без неё. Это требуется для того, чтобы полностью исключить вероятность попадания воздуха в зону сварки, иначе, в результате контакта с окружающей средой, шов окажется мягкий и непрочный. Именно для этой цели необходимы баллоны под высоким давлением с такими газами, как: аргон, гелий, углекислотой или их смесями. Однако данный вид сварки является довольно трудоёмким и затратным, а если необходимо всего лишь сделать пару небольших швов, то явно не будете покупать и заправлять газовый баллон.
В таком случае многие задаются вопросом , а возможна ли сварка полуавтоматом без газа обычной проволокой ?
Для создания точек ( прихваток) он может и сгодится, но для формирования качественного шва полностью не пригоден. Шов получится неровным, не говоря уже про качество. И если вы только знакомитесь с процессом полуавтоматической сварки, то сварочный полуавтомат без газа принесет вам одно разочарование.
Значит все же придется раскошелиться на покупку газового баллона и сопутствующего оборудования?
Предлагаю ознакомиться с возможным выходом из положения.
Сварка полуавтоматом порошковой проволокой без газа
Этот вид сварки без газа возможен благодаря использованию так называемой порошковой проволоки для автомата или, как её ещё называют, флюсовой проволоки. Изнутри её стержень заполнен специальным флюсованным порошком. Во время проведения сварочных работ, флюс нагревается под высокой температурой и образует небольшое газовое облако, радиус которого достаточен для защиты расплавленного металла.
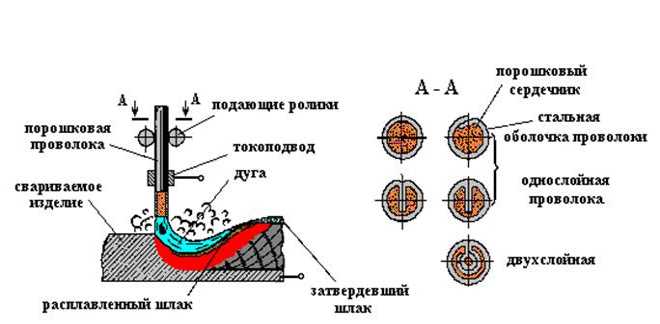
Схема сварки порошковой проволокой
Стоит обратить внимание на то, что в процессе варки вертикальных швов, тепло распространяется от нижних частей к верхним. Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне. Движения так же должны проводиться в скором темпе.
Преимущества:
- мобильность сварочного оборудования. Не нужно таскать за собой баллон, редуктор и кучу рукавов;
- наличие возможности использовать проволоку абсолютно любого химического состава при формировании шва. Выбираем какой тип металла будем сваривать.
Недостатки:
- высокая стоимость сварочной проволоки. Здесь речь идет о действительно качественном материале, а не дешевом китайском аналоге;
- требует повышенного внимания при выборе самой проволоки и сварочного аппарата.
Если положительные моменты для вас в приоритете, стоит изучить процесс в виде пошаговой инструкции
Процесс полуавтоматической сварки своими руками
Здесь вы можете узнать как варить полуавтоматом самостоятельно. Сам алгоритм подобной сварки требует наличия опыта и усиленного контроля. В ином случае, сварка порошковой проволокой будет выполнена некачественно. Необходимо правильно настроить оборудование, для этого выполняется определенная последовательность действий:
- Подберите необходимую величину сварочного тока в зависимости от толщины свариваемого металла. Все современные аппараты имеют данные таблицы на корпусе.
- Производите сварку током обратной полярности.
- Выберите оптимальную скорость подачи сварочной проволоки. Регулировка производится сменными шестернями, поставляемыми в комплекте. Стоит отметить, что сила прижима должна быть достаточной, чтобы проволока не проскальзывала и не слиш
 ком сильной, для предотвращения ее повреждения.
ком сильной, для предотвращения ее повреждения. - Начинайте сварку с пробного образца. Необходимо попробовать сварить небольшой кусок металла для подбора требуемого режима работы. Если все настройки выполнены верно, то сварная дуга должна быть стабильной, количество флюса выдается согласно норме.
- Переключатель для подачи сварной проволоки передвигается в указанное положение «вперед», а далее воронку нужно заполнить флюсовым порошком. Держатель ставится так, чтобы наконечник полностью оказался в сварочной зоне. Заслонка флюсовой воронки включается, зажимается кнопка «Пуск». В то же время с этим нужно чиркнуть по свариваемой зоне, чтобы дуга могла загореться.
- Далее начинается собственно процесс сварки. Кончик ведется плавно, не медленно, но и не слишком быстро, нужно всегда наблюдать за положением и наклоном сварочного аппарата.
В заключении хочется отметить, что полуавтоматическая сварка флюсовой проволокой в домашних условиях возможна, но нужно взвесить все за и против в пользу данного метода. Любому начинающему сварщику не рекомендуется пытаться пользоваться полуавтоматической сваркой под флюсом лишь из за одного единственного момента – дороговизны.
Подробнее об этом виде полуавтоматической сварки вы можете узнать , посмотрев данное видео