Способы обработки листов 09 ноября 2014
Всем известно, что соединение полипропилена легче всего осуществлять методом сварки. Понятие сварка полипропилена достаточно емкое. Под этим можно подразумевать пайку полипропиленовых труб и фитингов, соединение полипропилена пленочного типа, сварка полипропилена при помощи стыкового сварочного оборудования и др.
Мы же в основном будем рассматривать сварку полипропилена листового. Под этим понимают соединение листов между собой под прямым углом либо стык в стык. Существует несколько методов сварки: ручной способ, при помощи аппарата для сварки полипропилена, и автоматический, с использованием стыкового сварочного станка.
Содержание
- Виды оборудования для сварки
- Ручная сварка полипропилена
- Сварка полипропилена на автоматическом оборудовании
- Лист полипропилена: природа материала для заготовки
- Диффузионная сварка
- Сварка с помощью экструдера
- Сварка листового полипропилена строительным феном
- Склеивание листового полипропилена
- Какое оборудование применяют
- Порядок работ
- Аппараты для листового полипропилена
- Ручные паяльники и фены
- Холодное сваривание
Виды оборудования для сварки
 Ручные аппараты Leister Профессиональные сварочные фены и экструдеры Ляйстер (Швейцария)
Ручные аппараты Leister Профессиональные сварочные фены и экструдеры Ляйстер (Швейцария) Ручные фены Weldy Строительные фены и комплекты для сварки пластиков
Ручные фены Weldy Строительные фены и комплекты для сварки пластиков Сварочные аппараты УРАЛ Ручные экструдеры для сварки листов полиэтилена и полипропилена
Сварочные аппараты УРАЛ Ручные экструдеры для сварки листов полиэтилена и полипропилена Сварочные аппараты Лидер Компактные и надёжные ручные экструдеры Лидер
Сварочные аппараты Лидер Компактные и надёжные ручные экструдеры Лидер Сварочные аппараты РСЭ Долговечные ручные экструдеры, надёжный и удобный способ сварки листов прутком
Сварочные аппараты РСЭ Долговечные ручные экструдеры, надёжный и удобный способ сварки листов прутком Автоматические сварочные машины Удобные профессиональные сварочные автоматы и проверочное оборудование.
Автоматические сварочные машины Удобные профессиональные сварочные автоматы и проверочное оборудование. Станки сварочные Полуавтоматические станки стыковой сварки листовых пластиков
Станки сварочные Полуавтоматические станки стыковой сварки листовых пластиков
Ручная сварка полипропилена
Ручная сварка листового полипропилена, происходит при помощи оборудования для сварки полипропилена, это может быть сварочный фен или сварочный экструдер. Так же необходим сварочный пруток из полипропилена. Перед тем как приступить к сварке двух отрезков листа, их требуется зачистить мелкой шкуркой, для того чтобы придать поверхности материала шершавость. Так же следует учитывать, что для сварки полипропилена требуется теплое сухое помещение, наличие электросети, отсутствие строительной пыли.
Сварочный пруток подается в экструдер или фен, разогревается до определенной температуры, затем происходит процесс сварки двух поверхностей полипропиленового листа. После сварки требуется пять минут, для того, чтобы сварочный шов остыл. Плюсы ручной сварки в том, что оборудование и лист можно привезти на объект и варить на месте монтажа данного изделия. Это дает возможность сваривать практически любые конструкции, не смотря на негабаритный размер для транспортировки.
Сварка полипропилена на автоматическом оборудовании
Оборудование для полипропилена бюджетного варианта это сварочные фены и ручные экструдеры. В промышленных масштабах используются автоматические и полуавтоматические сварочные станки. На сегодняшний день существует множество производителей сварочного оборудования.
Лидерами по праву являются такие фирмы как: Leister (Швейцария) крупнейший производитель сварочного оборудования, Rothenberger (Германия), Munsch (Германия), FORSTHOFF (Германия). Эти компании надежно зарекомендовали себя как производители высококлассного профессионального сварочного оборудования. В нашей компании вы можете приобрести все вышеуказанные марки сварочного оборудования. Мы предоставляем гарантию производителя, а также полный спектр сервисных услуг.
Сварка листов полипропилена на автоматическом стыковом станке происходит в производственном цехе, в сухом и теплом помещении. Она хороша тем, что можно быстро и без сварочных швов сваривать (стыковать) листы между собой. Плюсы сварки на станке в том, что можно сваривать листы в рулоны длинной более 30 метров. Ширина же рулона зависит от ширины сварочного элемента данного станка. Обычно она составляет 3 или 4 метра. Таких размеров хватает для производства большинства изделий из полипропилена, что делает станок очень выгодным.
Также станок незаменим, при производстве большой партии продукции, т.к. существенно сокращает время сварки листов из полипропилена, и позволяет экономить на рабочей силе.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Одним из самых распространенных методов соединения полипропилена является его сварка. Такая технология является самой востребованной и эффективной, это объясняется термопластичностью и прочностью материалов. Сварка листового полипропилена происходит вследствие их соединения встык или под прямым углом. Для соединения также можно использовать экструдер, фен или стыковой сварочный станок.

Лист полипропилена: природа материала для заготовки
Данный материал производится путем выдавливания гранул вещества полимера из специальных отверстий. Такая технология позволяет получить в итоге лист любой длины и ширины. Сам лист полностью состоит из гранул. Покрытие такого материала может быть или глянцевым или матовым, если лист покрыт глянцем, то сверху накрывается пленкой.
Основными преимуществами полипропилена является:
- диэлектричность;
- достаточная гидрофобность;
- стойкость к стиранию;
- химическая прочность.
Благодаря особым характеристикам сварка листов полипропилена не представляет самой объемный процесс и отличается доступностью. Весь процесс сварки заключается в доведении краев материала до вязкого состояния и сильно прижатия друг к другу. Такой механизм поможет получить в последующем цельную деталь.
Диффузионная сварка
Перед началом работы, необходимо подготовить рабочее место и весь материал. Чтобы швы склейки были как можно ровными и незаметными, следует с полной серьезностью подойти к процессу и выбрать такой способ сварки, который будет для вас наиболее доступным и удобным. Одним из наиболее эффективных способов соединения листового полипропилена является диффузная сварка. Такой механизм соединяется на специально оборудованном сварочном станке.
Сварка полипропиленовых листов происходит с помощью укладки двух частей на станок и их фиксации. Концы листов будут прижиматься к нагревательному элементу. Для получения наилучшего эффекта листы следует нагревать продолжительное время. После достижения необходимой температуры, листы прижимаются с помощью фиксирующего механизма. Шов, который получается с помощью оборудования для сварки, будет являться самым прочным и надежным.
Очень важным при такой сварке является чистота и пониженная влажность воздуха в помещении, температура воздуха должна быть теплой. Одним из главных преимуществ шва будет не только его прочность, но и скорость получения качественного материала. Такой метод подходит для листов любой ширины, и дает возможность сваривать полипропиленовые листы в рулоны. При большом количестве работы, сварочный станок станет незаменимой вещью.
Сварка с помощью экструдера
Такой метод предполагает наличие особого инструмента – экструдера. Такой аппарат оснащен различными насадками, которые позволяют сваривать самые сложные и громоздкие конструкции. Огромным преимуществом есть и небольшой размер оборудования. Экструдер оснащен автоматической подачей теплого воздуха, что позволяет размягчать листы и избегать каких-либо повреждений при сварке. Работа таким методом предполагает оперативность в действиях, так как из-за высокой температуры (около 270С) возможна деформация около внутренних слоев полипропилена.

Такой процесс не требует выделения отдельного помещения и соединения возможно прямо на рабочем месте, благодаря компактности устройства. Шов, полученный с помощью экструдера, является вторым по прочности, после сварочного станка. Недостатком такого метода является необходимость соединять полипропилен одинакового состава, класса, в противном случае швы будут получаться непрочными и неравномерными.
Сварка листового полипропилена строительным феном

Для сварки листового полиэтилена феном, вам понадобится строительный фен большой мощности и тонкие
полимерные листы, а также полипропиленовая проволока (подобранная под размер и толщину листов, которые необходимо соединить). Важным является фактор подбора материала, листы и проволока должны состоять из одинакового класса материалов. Пренебрежение данного момента существенно повлияет на качество полученного шва и его прочность, так как фен не сможет одновременно довести до одинаковой нужной температуры разные виды материалов.
Для нормальной стыковки листов, их необходимо разместить на ровной поверхности и края обработать наждачной бумагой. Важным моментом подготовки является разделка кромок под углом 45.

Подготовленные листы полипропилена для сварки встык
Процесс нагревания феном и расплавки прута занимает примерно от 5 до 10 минут. Далее идет сам процесс сварки. Пластиковый пруток вставляется в насадку сварочного фена и в процессе заполнения шва непрерывно подается в зону сварного шва.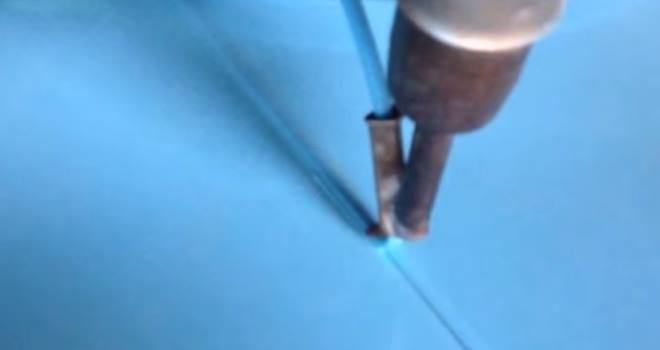
После соблюдения всех процедур, соединенный материал можно использовать. Полученный шов, при сварке ПНД с помощью строительного фена, является менее прочным, чем при сварке станком или экструдером, однако такой метод будет идеальным для соединения материала с небольшой толщиной.
Склеивание листового полипропилена
Склеивание полипропилена – очень трудоемкий процесс, требующий специальной подготовки. Это обуславливается тем, что такой вид пластмассы является особенно трудносклеиваемым. На современном рынке существует большое множество клеев, которые без каких-либо проблем способны склеить пластмассу, основным вопросом будет выбор специального раствора. Особая подготовка к склеиванию материала будет заключаться в предварительной сборке всех деталей, чтобы поставить необходимые метки, ведь неправильное соединение полипропиленовых листов или банальная ошибка в процессе может стоить вам испорченного материала.
Главными рекомендациями при склеивании и сварке полипропилена своими руками будут:
- необходимо приобретать клей, обращая внимание, прежде всего на его марку, но никак не на цену. Свой опыт в таком вопросе будет для вас дополнительным бонусом. Иногда клей из высокой ценовой категории по качеству может уступать более дешевым аналогам;
- очень важным будет уделить внимание заточке и обработке краев полипропиленовых листов, при правильном выполнении этого требования, шов получится очень аккуратным;
- выбирайте способ сваривания в зависимости от ширины листа, а также его размера. Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
В последние годы металлические трубы всё чаще замещаются более удобными в эксплуатации пластиковыми (пропиленовыми) изделиями. Технология сварки полипропиленовых труб позволяет получить качественные соединения и продлить эксплуатационные сроки канализационных сетей до 50 лет.
При этом составляющие их трубы и соединительные элементы практически не разрушаются со временем, мало весят и позволяют собирать трубопроводы самостоятельно (без привлечения специалистов).
Какое оборудование применяют
Для того чтобы сварить полипропиленовые трубы своими руками от исполнителя потребуется умение обращаться со специальным инструментом, а также наличие определённых навыков работы с пластиковыми материалами.
{kind=link}
Для состыковки полипропиленовых труб разработан специальный метод, называемый полифузионным термическим свариванием. Суть этого способа сварки заключается в нагреве срезов полипропиленовых труб до фиксированной температуры и последующем быстром их соединении.
Для предварительного нагрева мест сочленения применяется специальное устройство, называемое в просторечье «паяльником». Аппарат для сварки полипропиленовых изделий (паяльник) нередко оснащается двумя нагревательными элементами, позволяющими обустраивать сразу пару стыков.
Для каждого из рабочих мест предусматривается отдельный узел управления с включателем, а их мощности достаточно для расплавления труб и фитингов заданного диаметра.
Не рекомендуется работать на двух нагревательных элементах сразу, поскольку можно перегреть пластик, а также сильно перегрузить сеть. Второй элемент обычно используется в качестве резервного, включаемого в случае неисправности первого.
В тех случаях, когда паяльник имеет два нагревательных контура – их одновременное включение допускается лишь непосредственно перед сваркой полипропиленовой трубы. Такой приём позволяет быстрее разогреть сварочный элемент до требуемой температуры, после чего один из двух контуров просто отключается.
Порядок работ
Оборудование для сварки трубы из полипропилена не требует специальных навыков и позволяет быстро освоить основные приёмы сплавления.
{kind=link}
Поскольку расплавленный полипропилен на какое-то время сохраняет свою пластичность – в течение этих секунд удаётся состыковать элементы и зафиксировать образовавшееся соединение посредством внешнего усилия.
Опытные мастера (специалисты по полифузионному свариванию) одновременно с этим успевают устранить едва наметившиеся перекосы.
По мере застывания материала он утрачивает свою пластичность, после чего с сочленяемых заготовок снимается фиксирующее их положение усилие.
Оптимальная температура сварки полипропиленовых труб – 260 градусов, превышение которой может привести к потере формы самих изделий. Помимо этого, излишний их нагрев нередко является причиной образования оплывов и сужений внутри трубы.
Для исключения этого нежелательного явления необходим постоянный контроль времени нагрева, которое регламентируется специальной инструкцией и выбирается согласно сводной таблице.
| Диаметр полипропиленовой трубы | Глубина сварки | Время нагрева | Время сварки | Время охлаждения |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 с | 6 с | 2 мин |
| 20 | 14-17 мм | 6 с | 6 с | 2 мин |
| 25 | 15-19 мм | 7 с | 10 с | 2 мин |
| 32 | 16-22 мм | 8 с | 10 с | 4 мин |
| 40 | 18-24 мм | 12 с | 20 с | 4 мин |
| 50 | 20-27 мм | 18 с | 20 с | 4 мин |
| 63 | 24-30 мм | 24 с | 30 с | 6 мин |
| 75 | 26-32 мм | 30 с | 30 с | 6 мин |
Обратный эффект, связанный с недостаточным разогревом места сварки полипропиленовых труб, приводит к получению некачественного соединения, в зоне которого со временем может образоваться протечка.
Для большей уверенности в хорошем результате перед началом сварки полипропиленовых труб следует попрактиковаться, используя для этого обрезки и отработавшие свои сроки соединители (фитинги).
В инструкции и таблицах по сварке труб из полипропилена также указываются точные значения времени остывания их после стыковки. Согласно указанным документам на это должно отводиться столько же времени, сколько затрачивается на нагрев места соединения.
Начинающие пользователи обычно торопятся и снимают удерживающую нагрузку раньше положенного срока, в результате чего трубопроводы в месте соединения подвергаются нежелательной деформации.
Аппараты для листового полипропилена
Технология сварки листовых полипропиленовых заготовок заключается в сплавлении их по тщательно подготовленной линии среза. Для образования качественного соединения могут применяться следующие методы:
- автоматическая сварка;
- ручное сваривание с помощью паяльного приспособления;
- подобный же метод, но с применением специального технического фена.
Станок для сварки листового полипропилена
{kind=link}
Автоматическое соединение полипропиленовых листов относится к наиболее эффективным и качественным приёмам, при реализации которых применяется полифузионная сварка.
Для этого используется особый тип оборудования, в виде рабочих станков или раздвижных столов, на которые в процессе сварки укладываются заготовки и фиксируются посредством прижимного механизма.
Перед началом сварочных процедур оператор устанавливает параметры будущего шва (их толщину и длину), а затем нажимает кнопку «Пуск».
Тем же фиксирующим механизмом края полипропиленовых листов прижимают к нагревательному элементу и после этого прогревают в течение определённого промежутка времени.
При нагреве до заданной температуры нагревательный элемент отводится из рабочей зоны, а раздвижные элементы продолжают сжимать детали точно по линии среза. Длительность сжатия и развиваемое при этом усилие строго нормируются и задаются оператором перед началом процедуры сплавления.
Этим методом заготовки листового полипропилена могут соединяться независимо от их формы, длины и толщины. Ширина рабочей части раздвижного стола для некоторых моделей станков может достигать 3-4-х метров.
Приведённые выше параметры удовлетворяют показателям различных материалов из пропилена, что представляется очень выгодным для обработки больших партий этих изделий.
Ручные паяльники и фены
Ручная сварка полипропиленового листа, трубы или другой детали может быть реализована методом сплавления посредством паяльника, либо с помощью технического фена (экструдера).
Для облегчения процесса сплавления применяется специальный присадочный пруток, изготавливаемый из того же полипропилена.
{kind=link}
{kind=link}
Перед тем, как сваривать заготовки этим методом стыкуемые поверхности зачищаются мелкой шкуркой, устраняющей все имеющиеся неровности и обеспечивающей идеальное сопряжение.
Пруток для сварки полипропиленовых деталей сначала поступает в экструдер, где осуществляется его разогрев до требуемой температуры. И лишь после этого переходят непосредственно к сварке самих листовых заготовок методом их сжатия.
По завершении этой процедуры место соединения оставляют примерно на пять минут для того, чтобы оно смогло полностью остыть.
Поскольку работа с экструдером предполагает ручное управление – при его применении не всегда удаётся обеспечивать равномерность сжимающих усилий, что отражается на качестве шва.
Заметим, что получаемый при ручном сплавлении шов уступает по качеству соединению, образуемому при автоматической сварке. Его показатель прочности (в сравнении с монолитным полипропиленовым изделием) не превышает значения 0,8.
Холодное сваривание
Технология под названием «холодная сварка» предполагает использование специального пластичного состава, время готовности которого к применению (при комнатной температуре) не превышает пяти минут.
Этот состав обладает характеристиками, приближающимися к показателям металлических материалов, и предназначен для оперативного восстановления мест разгерметизации труб.
Для полипропиленовых труб холодная сварка подходит как нельзя лучше, поскольку имеет хорошую адгезию даже к сильно загрязнённым пластиковым поверхностям.
{kind=link}
По этой же причине она часто используется при ремонте радиаторных систем отопления с полиэтиленовыми подводящими каналами.
Порядок подготовки к холодной сварке полипропиленовых труб совсем не сложен. Он предполагает изготовление специального состава, который замешивают в заранее просчитанной пропорции и сразу же распределяют по стыку.
После нанесения ремонтный состав «застывает» в течение примерно 20-ти минут; при этом к эксплуатации восстанавливаемой трубы разрешается приступать не ранее чем через 2 часа.
Ни при каких условиях не допускается попадание этого химически активного состава на лицо и в глаза, а при работе с ним обязательно применение резиновых перчаток.
Для сваривания полипропиленовых листовых изделий допускается применять любой из описанных ранее методов. Их выбор определяется предпочтениями и возможностями исполнителя.