Среди разнообразия видов сваривания двух металлических изделий выделяется сварка TIG. Она применяется на различных производствах и автосервисах. Этот вид идеально подходит как для аккуратных тонких швов, так и для надежного проплавления стыков толстых изделий. Что такое TIG сварка? Каковы ее преимущества и недостатки? Как выполняется процесс ведения дуги, и какое используется оборудование?

Содержание
- Аргонодуговая сварка TIG — что это?
- Применение
- Преимущества аргоновой TIG сварки
- Технология выполнения и параметры
- Недостатки режима TIG
- Комплектация для TIG
- Преимущества и недостатки аргонодуговой сварки
- Состав оборудования и область применения сварки TIG
- Режимы работы и технология сварки TIG
- Что такое ТИГ сварка
- Сварка ТИГ с помощью инвертора
- Виды инверторов
- Преимущества и недостатки TIG сварки
Аргонодуговая сварка TIG — что это?
Аббревиатура, используемая для обозначения данного вида сваривания металлических элементов, имеет перевод с английского как «вольфрам и инертный газ». Это отражает суть сварочного процесса — электрическая дуга горит в среде инертного газа.
Основным элементом является вольфрамовый электрод. Его температура плавления немногим меньше 4000°C. Благодаря этому возможна работа практически со всеми видами стали. Электрод является не плавящимся, а лишь требует периодической заточки для точной и аккуратной работы ведения шва. Вольфрамовый элемент помещается в специальную цангу и фиксируется в горелке. Лишняя длина электрода, незадействованная в процессе выполнения шва, находится в специальном колпаке, для предотвращения замыканий об массу.
На конце горелки имеется керамическое сопло, по центру которого расположен электрод, а по окружности подается инертный газ. Роль последнего выполняет аргон. Без его участия в сварочную ванну попадает окружающий воздух и это приводит к выделению водорода и пористости шва при кристаллизации затвердевающего металла. Подобные явления можно увидеть на видео в интернете. Кнопка на горелке запускает подачу газа и напряжения.
Зажженная дуга начинает плавить кромки свариваемого металла. Если две части изделия расположены вплотную друг к другу, то для получения герметичного шва достаточно только этого металла. Если между пластинами имеется зазор, или требуется крепкий шов для сопротивления на разрыв и излом, то дополнительно используется присадочная проволока. Она подается в зону плавления свободной рукой сварщика.
Применение
TIG сварка широко используется ввиду высокой температуры горения дуги. Это позволяет применять ее как для сваривания обычной углеродистой стали, так и для работы с цветными металлами: медью, чугуном, титаном, алюминием и драгоценными сплавами. Очень красивые швы получаются при аргоновой сварке нержавеющей стали. В отличии от сварки MMA, требующей очистки от шлака и выполняющейся на меньшей скорости, ТИГ сразу оставляет чистый шов.
В качестве присадочной проволоки используется тот же вид материала, что и свариваемые стороны. Кроме предотвращения пористости, ТИГ сварка делает возможным сварочный процесс для соединения алюминия. Без инертного газа этот расплавленный металл, при взаимодействии с кислородом, сильно окисляется. Образуется пленка не позволяющая создать жидкую сварочную ванну и вести шов. Но благодаря защитной среде, как можно увидеть на соответствующих видео в сети, происходит равномерное расплавление алюминия и формирование шва.
Эти преимущества TIG сварки находят применение в:
- машиностроении;
- изготовлении посуды для пищевой промышленности;
- изготовлении емкостей для химической и нефтеперерабатывающей отрасли;
- производстве полотенцесушителей;
- автосервисах.
Преимущества аргоновой TIG сварки
Применение вольфрамового электрода и защитного газа имеет определенные плюсы по сравнению с иными видами сварки. Среди них:
- небольшая зона прогрева свариваемого изделия, что позволяет избежать значительных деформаций;
- полное вытеснение внешнего воздуха из сварочной ванны за счет подачи аргона, который тяжелее, чем кислород;
- высокая скорость проведения работ;
- несложный метод обучения процессу;
- аккуратный шов, не требующий механической обработки, как при ММА;
- разнообразие свариваемых металлов;
- меньше выбросов в атмосферу вредных веществ.
Технология выполнения и параметры
Существует много видео сваривания металлов в различных режимах TIG. Для начала необходимо очистить кромки от ржавчины, масла или краски. Выбирается величина сварочного тока, толщина электрода и давление в подаче аргона.
Электрод затачивается так, чтобы риски оставались параллельно оси стержня. Чем они будут меньше, тем качественнее будет шов. После наждачного круга рекомендуется полировка кончика электрода. Когда предстоит сварка тонких металлов, выбираются соответствующие электроды и производится острая заточка их кончика. При работе с толстыми свариваемыми частыми, угол заточки можно увеличивать.
Сила тока напрямую влияет на степень проплавки и ширину шва. Вот несколько рекомендаций для основных ситуаций:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1 | 45-55 | 1,5 |
| 2 | 80-90 | 2 |
| 3 | 120-150 | 3,2 |
| 4 | 170-190 | 5 |
Среди видов розжига дуги выделяется три способа:
- проведение иглой по металлу;
- точечное касание, называемое Lift TIG;
- бесконтактный розжиг.
<pПервый способ довольно проблематичный, поскольку ведет к частому прилипанию электрода и его быстрому притуплению. Вид розжига дуги лифт относится к аппаратам средней ценовой категории. Последний способ наиболее комфортный, но им оснащаются только дорогие устройства.
Ведение дуги производится по-разному, в зависимости от требуемого результата. Для получения тонкого и ровного шва необходимо соблюдать зазор между иглой и поверхностью в 3 мм. Увеличение этого расстояния приведет к расширению сварочной ванны, и уменьшению степени проплавки. Шов выполняется справа налево, без колебательных движений. Эта технология применяется для соединения тонких частей.
Когда работа ведется с толстыми пластинами, то выполняется разделка кромок под 45°. Корневой шов ведется ровно. Заполняющий и накладной швы выполняются поперечно-колебательными движениями с дополнительной присадкой проволоки. Вылет иглы при стыковых соединениях должен быть 5 мм. Для угловых выставляется индивидуально, исходя из диаметра сопла и доступности к зоне сварки. Соответственно необходимо увеличить подачу аргона, чтобы защитить сварочную ванну.
Недостатки режима TIG
Аргоновая сварка очень универсальна, но не лишена недостатков. Распространенными минусами могут быть:
- Вытеснение инертного газа ветром при работе на улице. Для предотвращения этого необходимо выставлять специальные щиты, закрывающие рабочее место и увеличивать подачу аргона, что ведет к перерасходу газа.
- Предварительная очистка поверхности. В отличии от MMA, TIG требует тщательной зачистки свариваемых кромок от масла и ржавчины, а также краски. Без этого гарантированы поры в структуре шва.
- Сопло и колпачок на горелке могут мешать вести шов в труднодоступных местах. Это относится к угловым соединением с малым градусом или к работе внутри небольших пространств для руки. В первом случае увеличивают вылет иглы, что приводит к ее перегреву, а во втором — переставляют малый колпачок, но для этого приходится обрезать вольфрамовый электрод.
- TIG lift, при розжиге вне зоны шва, может оставить небольшой след на поверхности, требующий зачистки в случае если это лицевая сторона изделия.
Комплектация для TIG
Чтобы выполнять работы этим видом сварки необходим аппарат, поддерживающий различные режимы TIG, кабель для крепления на массу, газовый баллон и редуктор. Важным элементом является горелка, которая бывает двух видов: №1 и №2. Первая применяется при работе с металлом до 3мм толщины. Максимальная сила тока не очень велика, поэтому горелка остывает естественным путем. Вторая, используется для сваривания материалов от 3 мм и выше. В ручку встроено водоохлаждение, циркулирующее через весь кабель канал от аппарата к горелке. В составе жидкости применяется дисциплинированная вода и этиловый спирт, для предотвращения замерзания.
Аргоновая сварка является востребованным способом соединения большинства видов металла в промышленности. Высокая производительность, аккуратный вид шва, и хорошие показатели на прочность, делают ее выбором многих специалистов. Применяя изложенные в статье рекомендации, можно успешно выполнять необходимые сварочные работы.
Поделись с друзьями 0 0 0 1
Автомобильные лифты и подъемники
Автомобильный лифт – обычный грузовой лифт, размерами и грузоподъемностью, позволяющими перевезти в нем, легковую машину.
Технических отличий от пассажирских или грузовых лифтов у автомобильных лифтов практически нет. Они представляют собой грузовой лифт, с дополнительными инновационными возможностями, устанавливаемыми внутри кабины.

Автомобильные лифты являются общим названием для нескольких видов автомобильных подъемных механизмов. Подъемные механизмы подразделяются на автомобильные лифты и автомобильные подъемники. Их принципиальные отличия заключаются в следующем — на подъемнике категорически запрещается перевозить людей. Перемещая автомобиль с помощью автомобильного подъемника на другой этаж, водителю необходимо покинуть салон автомобиля и подняться по лестнице или воспользовавшись пассажирским лифтом.
Передвижение людей на автомобильных подъемниках строго запрещено. Присутствие человека на подъемнике во время перемещения может быть опасным для его здоровья, так как автомобильные подъемники не имеют условий для безопасного перемещения человека.
Автомобильные подъемники представляют собой подъемный механизм, состоящий из платформы, не имеющий кабины, как таковой, не имеющий шахты, оборудованные только специальными барьерами-ограничителями для автомобиля.
Существует и другой вид автомобильного подъемника, который практически повторяет внешний вид автомобильного лифта. Он имеет увеличенные размеры, для того чтобы вместить автомобиль, но не имеет необходимой системы кондиционирования воздуха. Поэтому на таких подъемниках тоже запрещено перемещение человека, так как ему может не хватить воздуха для полноценного дыхания.

В тех местах, где автомобиль требуется поднять на небольшую высоту, не превышающую 7-8 метров, целесообразно использовать ножничные подъемные столы.
Ножничные подъемные столы представляют собой упрощенный вид автомобильного подъемника, состоящий из платформы и двух или четырех простых подъемных механизмов, работающих по принципу ножниц.
Цена подъемного стола гораздо ниже, чем автомобильного подъемника, к тому же столы имеет более компактные размеры. Благодаря этим факторам, такие столы часто используют в автомастерских.

Полноценный автомобильный лифт стоит существенно дороже подъемников. Но, возможности, которыми он обладает окупают затраченные на него средства.
Автомобильный лифт – разрешает присутствие в нем человека во время движения и дает возможность управлять лифтом не покидая салон автомобиля.
Автомобильные лифты могут быть проходными и не проходными.
Проходные автомобильные лифты – подразумевают наличие второй пары дверей, которые находятся параллельно с первой парой. Дополнительные двери увеличивают стоимость всей конструкции, но делают ее более удобной.
Вторые двери позволяют автомобилю выезжать из лифта в противоположном направлении, что в некоторых помещениях является необходимым или более удобным.
Не проходные лифты обладают одной парой дверей, через которые автомобиль и въезжает в лифт, и выезжает из него.
Важными факторами, влияющие на выбор той или иной модели автомобильного лифта являются: экономичность энергопотребления, бесшумность, скорость и комфортабельность.
Грузоподъемность автомобильных лифтов варьируется от 3000 до 10000 килограмм. Существуют так же специальные промышленные автомобильные лифты – которые обладают большей грузоподъемностью и используются для перемещения тяжелого специализированного транспорта.

Одним из важнейших факторов качественного автомобильного лифта является точность остановки. Точность остановки у автомобильного лифта гораздо важнее, чем у пассажирского. Если неточная остановка пассажирского лифта не принесет больших затруднений для выхода пассажиров, то для выезда автомобиля даже небольшая разница в уровнях пола лифта и пола этажа может существенно затруднить попадание в кабину или выезд из нее.
Автомобильные лифты могут иметь конструкцию предусматривающую машинное отделение или же работать без машинного отделения.
В производстве автомобильных лифтов, так же, как и в других видах подъемных механизмов, используются электрические приводы или гидравлические приводы.
Привод лифта может быть редукторным или безредукторным.
Автомобильные лифты чаще всего используются в многоуровневых стоянках и паркингах, а так же в коттеджах. На многоуровневых стоянках и паркингах, автомобильные лифты существенно облегчают заезд автомобилей. Их устанавливают те предприятия, которых не устраивают минусы автомобильных подъемников, в частности невозможность присутствия человека во время движения.
Коттеджные автомобильные лифты облегчают эксплуатацию личного транспорта и владельцам частных коллекций автомобилей.
Автомобильные лифты могут быть оборудованы специальными отбойниками внутри кабины, которые не позволяют автомобилю перемещаться внутри кабины, во избежание повреждений. С этой же целью в кабинах автомобильных лифтов устанавливают и усиленные дверные пороги.
Для удобства водителей, кабины автомобильных лифтов могут быть оснащены системой выравнивания автомобиля.
Система выравнивания автомобиля – специальные механизмы, выдвигающиеся из стен кабины, которые передвигают автомобиль таким образом, чтобы водителю было удобнее выезжать из кабины лифта.

Автомобильные лифты помогают автолюбителям и владельцам зданий с большой проходимостью людей. Они позволяют экономить места для хранения автомобилей и строить компактные, многоуровневые парковки. В таком сооружении практически каждый метр пространства используется с пользой, а использование автомобильных лифтов исключает необходимость громоздких пандусов и систем заездов автомобилей.
Организуя такие парковки внутри бизнес-центров, крупных организаций и банков, или вблизи них, руководство компании существенно поднимает ее имидж, делая здание более востребованным как для своих клиентов, так и для работников, становясь привлекательным работодателем.

Кроме очевидных преимуществ, автомобильные лифты могут оказаться полезными и в вопросах безопасности. При возникновении пожара или стихийного бедствия, автомобильные лифты могут эвакуировать большое количество людей одновременно, и доставить ближе к месту аварии отряд пожарных, работников МЧС или специальную технику.
Оценить технические новинки и преимущества автомобильных лифтов , можно изучив предложения различных компаний-производителей:
DOPPLER
FUJITEC
Hidral
Hyundai Elevator
IGV
KOYO
LiftingItalia
LM-Liftmaterial (SEMATIC)
MONITOR
ORONA
SEC
Могилёвлифтмаш
НМЗ-НГО
Щербинский лифтостроительный завод
Центральная мастерская
СитиЛифт
HongBo
OMER
АРК-Паркинг
Космос Лифт
TECHNOS
ТЕЛЬФЕРЛИФТ
Gidrolast
Без сварочных работ трудно себе представить авиацию, космос, машиностроение и строительство, востребована сварка и в быту. Самые разнообразные способы соединения металлов и их сплавов широко используются в настоящее время, и отдельное место здесь занимает недорогой, но эффективный метод TIG-сварки. Мы проведём обзор способов работы, технологий и металлов, которые свариваются этим методом. Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, а также принципам работы в среде защитного инертного газа.
Преимущества и недостатки аргонодуговой сварки
Одним из методов сварки металлов является ММА, при котором работа производится плавящимися покрытыми электродами, переменным или постоянным (AC/DC) выходным током. Кроме того, широко используется полуавтоматическая сварка MIG/MAG в среде защитного или активного газа. Следующей, промежуточной по ценовой категории, является TIG сварка, которую иначе называют аргонодуговым методом. В нём процесс сварки металлов дугой короткого замыкания производится неплавким вольфрамовым электродом в среде защитного газа, препятствующего окислению на открытом воздухе.
В качестве источника АС/DC-тока используется сварочный инвертор, оснащённый евроразъёмом, через который подаётся газ и выходной ток к горелке, а также проходят управляющие сигналы. В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение. Это делается для того, чтобы сварка начиналась в среде защитного газа, который подаётся под давлением и будучи тяжелее воздуха препятствует окислению заготовок.
Лучше понять, что такое TIG-сварка, поможет оценка достоинств и недостатков данного способа соединения металлов, особенно в сравнении с методами MMA и MIG. К преимуществам аргонодуговой сварки относятся следующие параметры:
- возможность работать как с тонкостенными деталями, так и с заготовками значительной толщины;
- работа в AC/DC-режимах;
- широкие диапазоны регулировки параметров сварочного тока;
- использование негорючих газов, что повышает безопасность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажим горелки для сменных электродов различной толщины;
- наличие осциллятора для улучшенного розжига дуги;
- возможность работы с прямой и обратной полярностью.
У этого метода есть и определённые недостатки, которые не оказывают существенного влияния на рабочий процесс. Они заключаются в следующем:
- невысокая скорость сварки по сравнению с другими методами;
- необходимость работы в закрытых помещениях, чтобы исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.

Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для щадящего воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики сварочного шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок. Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями. Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока называется импульсной сваркой, поскольку разогрев металла происходит на пиковых значениях высокочастотных колебаний. При базовых показаниях силы тока нагрев заготовок снижается, что не допускает перегрева (особенно тонкостенного) металла. Тугоплавкий электрод необходимо держать под углом, близким к 90 о , но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности электрода. Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием. Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии.
Мы постарались максимально подробно рассказать о ТИГ-сварке и её применении при работе с различными металлами и в режимах постоянного и переменного тока. Метод требует затрат и определённой квалификации, но овладев им, вы получите универсальный способ соединения самых разнообразных деталей и возможности ремонта металлоизделий разной толщины.
Введение
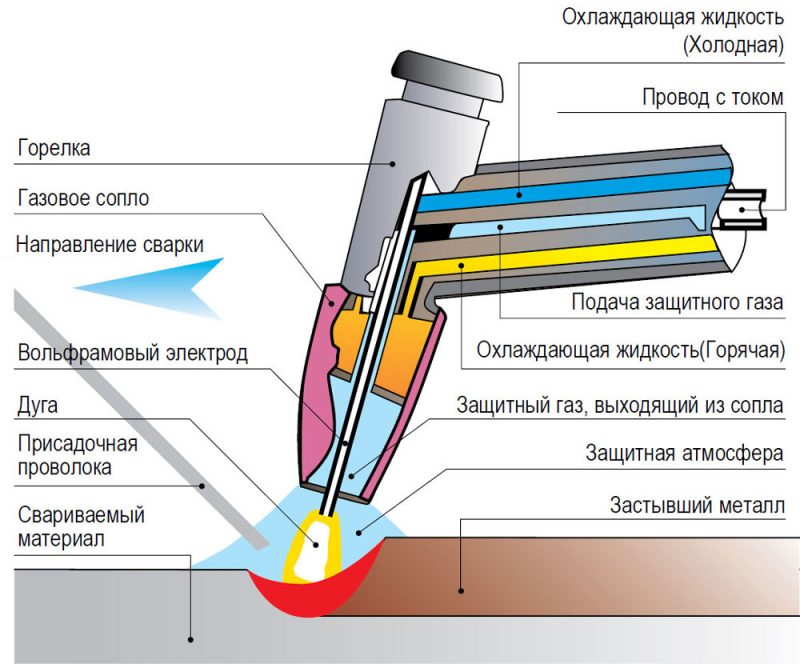
Дуговая сварка в среде инертного газа с неплавящимся вольфрамовым электродом (TIG или GTAW – газовая дуговая сварка вольфрамовым электродом) – это процесс, в котором тепло, необходимое для сварки, подается электрической дугой, которая поддерживается между неплавящимся электродом и обрабатываемой деталью. Электрод, используемый как проводник тока, состоит из вольфрама или вольфрамовых сплавов. Зона сварки, расплавленный металл и неплавящийся электрод устойчивы к атмосферным влияниям благодаря инертному газу, который подается горелкой. Сварка ТИГ осуществляется с добавлением сварочного материала (сварочной проволоки) или плавкой основного материала с помощью теплового эффекта, производимого электрической дугой.

Сварочная цепь

1. Источник питания
Назначение источника питания – питание электрической дуги, которая создается между основным материалом и вольфрамовым электродом, благодаря подаче тока, достаточного для поджига дуги. Внутри источника питания обычно присутствует устройство, регулирующее сварочный ток, механическое (магнитный шунт) или электронное (тиристор или инверторная система). Различают два типа источников питания:

а) источник питания переменного тока
Выходной ток/напряжение из источника питания принимает форму квадратной волны, которая изменяет полярность через регулярные интервалы времени с частотой от 20 до 200 Герц или более, в зависимости от типа источника питания. Это достигается с помощью одного или двух устройств, назначение которых – преобразование тока/напряжения синусоидальной волны из распределительной сети в подходящий переменный сварочный ток/напряжение.

б) источники питания постоянного тока
Выходной ток источника питания имеет форму непрерывной волны, которая достигается с помощью устройств, способных преобразовывать ток/напряжение из переменного в постоянный. Если сварочная цепь состоит из источника питания постоянного тока, то она может быть далее классифицирована в соответствии с методом подключения полюсов источника питания к свариваемому материалу или с видом сварочного тока:
- постоянный ток с соединением прямой полярности
В случае с соединением с прямой полярностью, горелка и ее кабель подсоединяются к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания; в этом случае электроны текут от электрода к детали, вызывая плавку.
Это наиболее часто используемый тип тока при сварке TIG. Он обеспечивает хорошую свариваемость почти всех видов металлов, поддающихся сварке, и сплавов, за исключением алюминия. Постоянный ток с прямой полярностью создает узкую глубокую сварочную ванну, а также обеспечивает лучшее проникновение, чем в случае с обратной полярностью.

В этом случае горелка с кабелем подсоединяется к положительному полюсу, а деталь – к отрицательному полюсу источника питания. Этот тип питания используется редко, поскольку он производит мелкую сварочную ванну и плохое проникновение. Обратная полярность сама по себе вызывает чрезмерный перегрев электрода, и чтобы предотвратить электрод от возгорания, нужно использовать слабые токи. В этом причина ограниченного использования этого типа соединения.

Существует еще одна группа источников питания, известных как источники питания постоянного тока вне зависимости от типа соединения и называемых модулированными или импульсными источниками постоянного тока. Модулированный источник тока – это источник питания постоянного тока, оснащенный специальными устройствами для изменения силы сварочного тока. Модулированный или импульсный ток достигается путем наложения на постоянный основной ток следующей компоненты, обычно квадратной волны, для получения эффекта периодической пульсации дуги. При такой системе получается сварочный шов, состоящий из непрерывного наложения точечных сварок, которые последовательно образуют единый шов. Этот метод типичен для сварки тонких материалов, когда необходимо контролировать количество тепла для предотвращения перфорации детали без уменьшения проницаемости сварки.
2. Горелка со связкой проводов
Горелка для ТИГ-сварки – это инструмент, который включает в себя вольфрамовый электрод и подсоединяется к пучку проводов, которые в свою очередь подсоединены к источнику питания. Ее назначение – подавать электроэнергию и создавать газовую защиту. В зависимости от типа использования, горелки могут охлаждаться естественным образом через газовую защиту, если требуется использование слабых токов, или с помощью системы водного охлаждения, когда используется сильный ток (200-500А) и частая сварка.
3. Сварочная проволока
Толщина материала, тип соединения и желаемые характеристики сварки влияют на определяют необходимость применения металлического сварочного материала и его добавления в сварочную ванну. Добавление металлического сварочного материала при ручной сварке достигается введением проволоки в зону дуги со стороны сварочной ванны. Используемый металл часто такой же, как и основной, и часто включает ограниченное количество раскислителя или других компонентов для улучшения свойств области плавки.
4. Газовый баллон с редуктором
Газовый баллон с редуктором состоит из:
- баллона с защитным газом/ами
- манометра, показывающего количество газа в баллоне
- регулятора газа
- электромагнитного клапана (если горелка оснащена кнопкой и контролируется ею, открывая и закрывая поток газа в соответствии с потребностями сварщика).
5. Зажим с заземляющим кабелем
Зажим с заземляющим кабелем используется для создания электрического соединения между источником питания и основным материалом. Сечение и длина кабеля зависят от максимального тока (в амперах) сварочного источника питания.
6. Система водного охлаждения
Система водного охлаждения – это устройство, используемое для охлаждения горелки, чтобы предотвратить чрезмерный перегрев, в случае применения сильных сварочных токов. Посредством насоса этот аппарат непрерывно подает воду, которая циркулирует в пределах горелки и контролирует перегрев с помощью системы охлаждения.
Защитные газы
Основное назначение газовой защиты – вытеснение воздуха из области сварочной ванны, электрода и конца сварочной проволоки (если она используется) для предотвращения риска загрязнения вредными веществами в окружающем воздухе. Физические и химические свойства газовой защиты могут по-разному влиять на сварку, в зависимости от типа металла. Газы используемые для защиты при сварке TIG – это аргон, гелий, аргонно-гелиевые или аргонно-водородные смеси. Очень важно, чтобы газы были как можно более чистыми, поскольку даже незначительный процент примесей может оказать влияние на качество сварки и сделать его неприемлемым. Во время сварки с использованием аргонной газовой защиты дуга довольно стабильная, но сварочная ванна более холодная, поэтому этот газ больше подходит для сварки тонких материалов.
Аргон – широко применяется, поскольку он намного дешевле гелия; это основной фактор выбора газовой защиты.
Дуга с гелиевой защитой производит больше тепла, чем с аргонной; таким образом его использование рекомендовано при сварке материалов с высокой теплопроводностью, позволяя в этом случае повысить качество и скорость сварки. Поскольку гелий легче воздуха, его расход для обеспечения достаточной защиты сварочной ванны выше, чем аргона.
Смеси аргона и гелия используются для обеспечения газовой защиты с промежуточными характеристиками.
Неплавящиеся электроды
На рынке представлены различные виды неплавящихся электродов:
- из чистого вольфрама
Они используются со слабыми токами и переменным током, поскольку в этом случае дуга более стабильна. По цене эти электроды самые экономичные.
- торий-вольфрамовыеэлектроды
Они выдерживают сильные токи. Дуга легко поджигается и остается довольно стабильной. Эти электроды рекомендуются для сварки стали постоянным током с прямой полярностью.
- цирконий-вольфрамовыеэлектроды
Они используюстя для ручной сварки алюминия, магния и его сплавов со средне-низкой силой тока.
- цериевые электроды
Они отличаются высоким выделением электронов и дают хорошее проникновение с удовлетворительной износостойкостью.
Системы поджига дуги:
- HFвысокочастотный поджиг
Подготовительный разряд поставляется высокочастотным генератором, который налагает высоковольтный импульс на сварочное напряжение; мощность этого устройства минимальная, но в то же время достаточная для поджига электрической дуги на расстоянии. Высоковольтный поджиг требует использования особой сварочной горелки, оснащенной кнопкой контроля поджига.
- поджиг пилотной дугой
В этом случае дуга поджигается между вольфрамовым электродом и вспомогательным электродом, который может представлять из себя кольцо, прикрепленное к соплу горелки. Пилотная дуга поджигается высокочастотной искрой, которая входит в цепь поджига пилотной дуги. После поджига вспомогательное зажигание отключается, поскольку основная дуга зажигается самопроизвольно простым разрядом вольфрамового электрода, который становится раскаленным в ионизированой газовой атмосфере. Такой тип поджига в основном используется в автоматизированных устройствах.
- поджиг LIFT (плавный поджиг дуги с подъемом)
Достигается с помощью устройства, которое подает слабый ток (чтобы не повредить конец вольфрамового электрода), когда электрод входит в контакт со свариваемым материалом. Когда электрод отрывается от детали, создается искра, которая заставляет дугу поджигаться; затем источник питания увеличивает сварочный ток до достижения установленных значений. Поскольку высокие частоты не используются, поджиг с подъемом не создает электромагнитных помех; однако, контакт, устанавливаемый между кончиком электрода и основным материалом, загрязняет сварочную ванну.
- поджиг царапаньем / чирканьем / касанием
Этот поджиг осуществляется путем проведения по свариваемой детали вольфрамовым электродом, что заставляет дугу поджигаться. Контакт между электродом и свариваемой деталью приводит к появлению включений вольфрама в начале шва, что снижает качество сварки.
Материалы, свариваемые TIG
Эта процедура в основном используется для сварки нержавеющей стали, алюминия и его сплавов, никеля, меди, титана и их сплавов.
Нержавеющая сталь сваривается постоянным током с электродом отрицательной полярности. Можно сваривать материалы толщиной до 2.5мм без добавления сварочного материала; более толстые требуют скашивания краев и использования сварочной проволоки, материал которой должен подходить для качества свариваемой нержавеющей стали.
Перед продолжением сварки рекомендуется произвести очистку щеткой из нержавеющей стали.
Алюминий и его сплавы следует сваривать переменным током и, для получения шва хорошего качества, использовать источник питания высокой частоты. В случае сильного окисления, его можно удалить щеткой или травлением (химическая процедура для удаления окисления).
В этом случае также возможно сваривать материалы до 2.5мм без добавления сварочного материала; для сварки более толстых, края нужно скосить и использовать сварочную проволоку.
Сварка в атмосфере аргона с использованием вольфрамового электрода также применяется в случае с мягкими сталями и стальными сплавами, медью и ее сплавами, титаном и благородными металлами. Для всех этих металлов и сплавов используется постоянный ток с прямой полярностью.
Первенство в открытии соединения металлических частей путем сваривания принадлежит российскому ученому Бернадосу, открывшему этот способ в 80-х годах 19 века. Со временем были разработаны различные аппараты и приемы сварки разнообразных материалов. Один из таких способов — tig варка.
В статье можно узнать о том, что это за функция сварочных аппаратов и для чего используется сварка тиг инвертором.
Что такое ТИГ сварка
Если обычную конструкционную сталь можно соединить, используя обычную дуговую сварку, то для варки цветных металлов требуются отдельные способы.
Тиг сварка — это технология, которая позволяет без проблем соединить алюминиевые детали. Весь процесс проходит в защитной среде из аргона. Если воспользоваться обычным способом без газа, то шов получится некачественным. Все дело в том, что при контакте разогретого алюминия с воздухом образуется окись, покрывающая место соединения. Пленка оксида этого металла имеет более высокую температуру плавления (2000° против 650 у чистого алюминия).
Именно оборудование с использованием аргона обеспечивает правильный процесс и качество сварочного шва. Инертный газ во время подачи оттесняет кислород и расплавленный алюминий прочно соединяется в точке соприкосновения. При этом применяют вольфрамовые неплавящиеся электроды.
Сварка ТИГ с помощью инвертора
Инвертор tig построен на преобразовании тока по схеме переменный-постоянный-высокочастотный переменный. То есть сварочный процесс происходит за счет более высокой частоты в отличии от трансформаторных образцов.
В сеть поступает переменный ток с частотностью в 50 Гц. Инвертор на выходе дает 50 кГц. При этом КПД аппарата возрастает до 90%.
Но, если с обычным инвертором все понятно, то как делают сваривание, используя сварочный инвертор тиг?
Наличие такой функции в аппарате предусматривает в конструкции возможность подключения горелки с подающими аргон (или гелий) шлангами.
Используя инвертор tig можно сваривать в среде инертных газов сталь на постоянном токе и алюминий со сплавами на переменном.
Как варить ТИГ способом используя инвертор
Как было сказано выше, Вам нужно обязательно учесть два фактора:
- Перенастроить аппарат на требуемый ток в зависимости от материала, который будет вариться.
- Подключить оборудование для аргонодуговой сварки (подача газа и горелка).
Обязательно убедитесь в том, что аппарат перенастроен на требуемый ток.
Выставив ток и подключив оборудование, нужно отрегулировать объем подачи газа вентилем, расположенным на горелке.
Дальше нужно зажечь дугу и начать сваривание движением горелки по требуемому направлению. По мере прохода шва нужно добавлять присадочный материал. Это улучшит качество сварного соединения. Если подавать присадки очень много, то загрязняется вольфрамовый электрод и шов потеряет прочность.
Используя присадку, ее нельзя добавлять в средину сварочной ванны, легкими касаниями материал наносят на край по направлению движения электрода. Добавки обязательны при сварке алюминия, чтобы в швах не образовывались трещины.
При ведении сварочного шва горелку нужно наклонить приблизительно на 15-20 градусов от вертикали. Это позволит видеть весь процесс и контролировать сварочную ванну, а главное, будет образовываться качественное соединение. При правильном наклоне и скорости движения шов получиться слегка волнистым.
Но это только азы. Если Вы хотите научиться использовать сварочный инвертор тиг, то лучше всего обратиться к профессиональному сварщику.
Виды инверторов
Во-первых, выбирая аппарат для домашнего использования, стоит учитывать, что они бывают трех классов:
Если Вы не планируете открывать сварочный цех на дому, то для периодического использования достаточно простого бытового аппарата. Разница между ними главным образом в продолжительности работы и, конечно, цене.
Во-вторых, выбирая инвертор, обратите внимание на функции, они обычно указаны маркировками: ММА, MIG-MAG, TIG.
- ММА — это обычная электродуговая сварка с использованием электродов.
- TIG — сваривание с использованием защитных газов.
- MIG-MAG — полуавтоматическая сварка проволокой в среде аргона.
Есть сварочные инверторы, объединяющие все эти четыре функции в одном аппарате. Естественно, они будут стоить дороже. Вам стоит решить, что будет нужнее в домашнем хозяйстве. Обычно достаточно двух режимов ММА и TIG.
Производителей сварочных инверторов огромное количество это и известные Tesla и Kaiser или отечественные марки Сварог, ну и самые дешевые китайские, которых очень много.
Преимущества и недостатки TIG сварки
Инверторный сварочный аппарат тиг, как и любой другой, будет иметь свои положительные и отрицательные моменты.
Небольшая площадь нагрева при работе, сохраняет изначальную форму и параметры деталей
Защитная среда дает более качественный сварочный шов
Используя инвертор для тиг сварки можно ускорить весь процесс, так как аргон увеличивает мощность дуги
Простота использования сварочных инверторов тиг упрощает обучение рабочему процессу
Сварочный шов получается очень аккуратным и небольшим по размеру, что не испортит вид деталей
Сложность настройки при отсутствии опыта
Чувствительна к сильному ветру и сквозняку
Как и любой другой бытовой, инвертор с функцией тиг чувствителен к низким температурам
Но, при таких недостатках, преимуществ для использования инверторного сварочного аппарата тиг больше. Еще десять лет назад для сваривания цветных металлов нужно было искать специалиста, что не всегда представлялось возможным. Сегодня масса образцов таких аппаратов по доступной цене упростили весь процесс. И, мало того, даже новичок, способен быстро обучится сварке в аргоновой среде за очень короткие сроки.
Инвертор с функцией tig обладает еще одним громадным преимуществом — компактностью.
Но, решив приобрести такое оборудование, стоит призадуматься — а нужно ли оно вообще. Большинство дешевых моделей имеют маркировку тиг, при этом не позволяют менять подаваемый ток. То есть можно получить инвертор с функцией тиг, что сваривает только конструкционную сталь на постоянном токе, а такой технологический процесс вполне обеспечит обычная ММА сварка.
Сварочные аппараты с действительно универсальными функциями стоят намного дороже, при этом еще стоит учесть дополнительные расходы на материалы: вольфрам, газ и присадки. Например, если прибор нужен только для того, чтобы заварить кастрюлю, то проще приобрести новую — это обойдется дешевле. Хороший инвертор сварочный tig понадобится в случае, если вы планируете развить серьезную работу с разными металлами.
И еще один момент — это полуавтоматическая сварка в аргоновой среде. Прекрасный выбор, если нужно выполнять действительно тонкую работу. Такие приборы позволяют сваривать тонкостенные детали без угрозы прожечь их. Незаменимы при ремонте автомобилей.
А что Вы думаете по этому поводу, поделитесь своим опытом в выборе сварочных инверторов с функцией тиг в комментариях к этой статье. Насколько целесообразно использование таких инверторов в домашнем хозяйстве и как дорого обойдется приобретение качественного прибора со всеми требуемыми расходными материалами? И какие сварочные аппараты инверторного типа tig лучше всего приобрести для себя.