Несколько последних лет применение строительных блоков из различных смесей бетона с облегченными заполнителями стало очень популярным. Стеновой материал всегда стоил недешево, а сегодня приходится считать каждую копейку тем более. Именно поэтому застройщики не спешат выстраиваться в очередь за готовыми шлакоблоками, тротуарной плиткой и другими материалами, которые изготовлены относительно простыми способами. Каждый пытается сэкономить, и как следствие, появилось целое течение любителей выливать бетонные блоки самостоятельно.
Содержание
- Вибропресс для блоков
- Какие бывают вибропрессы
- Вибропресс для плитки
- Вибропресс для шлакоблока
- Особенности вибропрессования
- Продвижение продукции на рынке
- Составные части вибропресса
- Закупка сырья для осуществления деятельности
- Изготовление стола вибропресса
- Изготовление столешницы вибропресса
- Устройство подвижного соединения стола со столешницей
- Выбор и установка электродвигателя или вибратора
- Как выбрать двигатель
- Изготовление прессовочного узла
- Приспособления для домашнего производства
- Работа вибропропресса
- Подробная технология
Вибропресс для блоков
Для производства блоков из бетона, плитки тротуарной, шлакоблоков и керамзитобетонных блоков используют одно-единственное основное устройство — вибропресс. Имея в хозяйстве вибропресс можно штамповать блоки неограниченным тиражом, обеспечивая как собственную стройку, так и с возможностью продать какую-то часть неиспользованного материала, а если вибропресс производительный и качественный, то можно даже открыть небольшой бизнес. Но это в перспективе, а пока давайте разбираться, что это за вибропресс такой, зачем он нужен, из чего сделан и какой смысл в том, чтобы собрать вибропресс своими руками.
Станки для производства прессованных блоков могут сильно отличаться по многим параметрам:
- производительность;
- источник энергии;
- мобильность;
- уровень автоматизации;
- класс исполнения;
- цена.
Все это очень влияет на выбор устройства для производства блоков или плитки. Никто эти станки никогда не классифицировал, но условно, руководствуясь здоровой логикой, их можно разделить на несколько категорий.
Какие бывают вибропрессы
Градация, которую мы предложим очень зыбкая, но она поможет понять, какой именно станок для изготовления шлакоблока или плитки необходим именно в конкретном случае. Вот, что предлагают на рынке.
- Максимально автоматизированные станции. Это, действительно, больше наминает микрозавод, чем станок, хотя по габаритам этого не скажешь. Для получения партии блоков необходимо просто загрузить сырье — песок, щебень, бетон, затем выставить нужную программу и включить станок. Все. Полная автоматизация. Производительность такой станции составляет не менее 900-1000 блоков час, только успевай мешать раствор. Это очень высокий показатель, естественно, что такое оборудование будет стоить приличную сумму. Но в рознице таких станков очень мало, потому как применяют их в основном крепкие в финансовом плане строительные организации.
- Полуавтоматические станки. Модели значительно проще, и об их покупке уже можно задуматься. Производительность таких станков составляет около 600-700 блоков в час, но они требуют больше ручных операций.
- Ручные станки. Самые дешевые и непродуктивные, но они вполне удовлетворяют потребности в индивидуальном строительстве. В качестве справочной информации можем сказать, что такой вибропресс отечественного производства посредственного качества будет стоить от 180 тысяч, а более качественные вибропрессы могут тянуть и на все 300 тысяч.
Вибропресс для плитки
Все вибропрессы опять таки условно можно разделить на несколько категорий по размеру формовочной зоны. То есть, грубо говоря, какие можно изделия именно выполнять на таком вибропрессе. Самые маленькие и средние подходят для изготовления тротуарной плитки и небольших бордюров. Максимальный размер формировочной зоны у них составляет не более 0,3 м². Следовательно, на них можно изготовить только плитку. Как правило, все они с ручным отбором готового изделия, что диктует максимальный вес загрузки, с которой может справиться один человек. Это не более 35 кг.
Каждый из вибропрессов для тротуарной плитки имеет свои показатели по производительности и скорости формирования цикла загрузки. Самые скоростные из них формируют блок за 8-10 секунд, а время формирования блока кустарными станками составляет две-три минуты. Следовательно, производительность очень разная, и о массовом производстве плитки на таком оборудовании речи быть не может.
Вибропресс для шлакоблока
Для производства шлакоблоков применяются станки классом повыше. Эти устройства имеют техническую возможность повысить производительность и увеличить массу загрузки. Поэтому при помощи таких станков возможно изготовление стеновых блоков своими руками. Они тоже есть двух типов — мобильные и стационарные.
Мобильные, или несушки, как их ласково называют у нас, могут вообще формировать блок прямо на бетонном полу или на земле. Такой вибропресс разгружать не нужно, потому что готовые блоки остаются на земле, а пресс переезжает дальше, где происходит следующая загрузка. Используют у нас их не массово, потому что климат не позволяет оставлять на просушку большое количество блоков под открытым небом.
Стационарные вибропрессы могут быть основаны на формировании блока вибростолом, а могут иметь другой механизм — колеблющуюся матрицу. Это очень дорогое устройство, и описывать его нет никакого смысла. Сделать такой вибропресс своими руками просто невозможно без очень точного и дорогого оборудования.
Таким образом мы выяснили основные плюсы и минусы изготовления вибропресса своими руками и покупного станка. Какому варианту отдать предпочтение — зависит от ваших планов на блоки или плитку.
Читайте также: Изготовление тротуарной плитки своими руками



Тротуарная плитка пользуется отличным спросом в качестве красивого, долговечного и сравнительно недорогого материала для обустройства дорожек и тротуаров.
Одинаково успешно используется как в масштабах одного участка, так и в масштабах города.
При грамотном подходе к делу производство тротуарной плитки может стать весьма прибыльным видом бизнеса.
Такое производство не потребует больших вложений, а использование специального оборудования поможет обеспечить выпуск плитки самого высокого качества, ничуть не уступающей по своим эксплуатационным качествам продукции крупных промышленных предприятий.

Особенности вибропрессования
Метод вибропрессования достаточно прост – бетонная смесь, из которой изготавливается плитка, заливается в жесткую матрицу, установленную на постоянно вибрирующей станине. Сверху на смесь давит также непрерывно вибрирующий пуансон (деталь, которая является обратной для матрицы и точно входит в нее по аналогии с поршнем и цилиндром) до полного уплотнения смеси. Потом пуансон и матрица поднимаются, а с поддона забирают уже готовые изделия.
Основное преимущество данного метода – простота производства и возможность выполнять даже большие объемы сравнительно недорого и быстро, при минимальных трудозатратах. В технологическом процессе используются лишь вибропрессы для производства тротуарной плитки, никакого сложного оборудования больше не требуется.



{kind=link}
{kind=link}
Продвижение продукции на рынке
Начинающий предприниматель наверняка столкнется с проблемой поиска заинтересованных покупателей. На самом же деле, выпускаемая продукция довольно востребована на рынке, просто многие компании уже с кем-то сотрудничают, закупая у них необходимое количество плитки. И переманить их на свою сторону может оказаться делом непростым.
Достойную прибыль предпринимателю обеспечат только оптовые продажи выпущенной продукции. А потому, основные силы бросаем на привлечение именно таких клиентов.
Кто может быть заинтересован в приобретении брусчатки?
- частные потребители;
- крупные строительные магазины и склады;
- все организации, располагающие прилегающей к зданию территорией.
В бизнес план производства брусчатки включается и маркетинговый план. Конечно, оптовым покупателям особая реклама продукции не нужна (им важнее видеть перед глазами выгодное коммерческое предложение), но вот частые клиенты никак не узнают о начавшем работу предприятии, если их об этом не «оповестить». Какие рекламные ходы здесь можно задействовать?
- объявления в газетах и Интернете,
- объявления в частных секторах,
- листовки и буклеты.
Неплохо было бы создать собственный сайт, где была бы представлена вся выпускаемая продукции, цены и условия сотрудничества. Это станет своеобразной визитной карточкой предприятия.
Но самая лучшая реклама – это «сарафанное радио». По сути, даже без вложений в маркетинговое развитие производство и продажа брусчатки может приносить бизнесмену приличную прибыль, ведь «слава» о качественной продукции будет передаваться от одного клиента к другому.
Рекомендуем эти статьи:
Как стартовать бизнес по изготовлению пескоблоков в домашних условиях?
Особенности технологии производства газосиликатных блоков.
Какой выбрать мини станок для арболитовых блоков?
Составные части вибропресса
Оборудование для создания плитки предполагает определенную конструкцию и составные элементы. Вибропрессовальный мини-станок вполне можно сделать своими руками, главное – все тщательно изучить, просмотреть и сделать чертежи, продумать и следовать инструкции.
Конструкционные элементы вибропресса:
- Стол
- Столешница
- Специальное устройство для прессования
- Механизм для вибрирования
Каждая часть делится еще на несколько узлов и предполагает определенное крепление с другими элементами. До того, как начать делать вибропресс для тротуарной плитки своими руками, чертежи нужно подготовить обязательно. Их можно скачать в сети или нарисовать самостоятельно, со своими доработками и конструкционными решениями. Так или иначе, но за основу лучше брать уже готовую схему, созданную профессионалами.
Создавая вибростол своими руками, желательно сразу определиться, какие части будут выполнены самостоятельно, а какие проще и дешевле купить уже готовыми. Нужно помнить, что вибропресс в эксплуатации испытывает немалые нагрузки, поэтому станок желательно делать из стали, а элементы крепить электросваркой, которая будет гарантировать жесткое соединение деталей, не боящееся вибрации.
Закупка сырья для осуществления деятельности
Здесь, как и во многих других сферах, особое внимание стоит уделить качеству поступающего в переработку сырья.
Основных компонентов, которые используются в просе изготовления конечного продукта, немного:
- цемент,
- песок,
- гранитный щебень (фракция 5-10 мм),
- вода,
- пластификаторы,
- красители.
Но несмотря на такой малый список используемых компонентов, бизнес на производстве брусчатки только тогда привлечет заинтересованную аудиторию и высокие доходы, когда будет разработана собственная рецептура. Точный состав смеси не раскроет ни одно действующее предприятие. А потому, придется действовать, либо методом проб и ошибок, подбирая идеальную рецептуру, либо прибегнуть к помощи специалиста. И многими их тех, кем осваивается технология изготовления брусчатки своими руками, именно самостоятельно подбирается состав сырьевой массы – все вполне осуществимо.
Смешав компоненты не в той пропорции, на выходе получится некачественный продукт, который не будет выдерживать механических давлений и пагубных воздействий окружающей среды.
И чтобы технология производства брусчатки не пострадала от использования некачественного сырья, важно найти добросовестных поставщиков. Причем, лучше наладить с ними долгосрочное сотрудничество, чтобы в дальнейшем получить и гибкую систему оплаты, и скидки за оптовые закупки. Отлично, если поставщик будет территориально располагаться поближе к производственному цеху. Так можно снизить расходы на доставку сырья, что скажется и на снижении себестоимости полученной брусчатки.
Читайте, как наладить производство резиновой плитки и брусчатки своими руками.
Изготовление стола вибропресса
Стол для вибропресса состоит из таких конструкционных элементов: ножки, рама размером 70х100 или 50х70 сантиметров (приваренная к ножкам). Величина стола напрямую зависит от размера столешницы, который определяют, исходя из планируемых объемов производства: чем больше форм будет использоваться в процессе прессования одновременно, тем большей должна быть столешница. Длину ножек (и высоту стола, соответственно) подбирают, исходя из комфорта для работника (обычно в диапазоне 80-110 сантиметров).
Ножки вибростанка
Чтобы создать оборудование для производства тротуарной плитки вибропрессованием, сначала нужно сделать конструктивную основу. Чтобы сделать ножки, достаточно взять уголковую сталь 10х10 сантиметров, трубу сечением 8-10 сантиметров или швеллер №10. Четыре заготовки отрезают болгаркой, срезы торцуют.
Если планируется устанавливать вибропресс стационарно, в процессе проектирования можно добавить по 25 сантиметров к длине ножек, чтобы их можно было забетонировать в основание. Есть и другое решение – приварить стойки к закладным деталям, которые уже были забетонированы. Для переносного станка на нижние торцы стоек приваривают опорные пластины прямоугольной формы из 3-4-миллиметровой стали, чтобы вес оборудования распределялся равномерно.
Рама вибропресса
Верхнюю рамную часть стола делают из швеллера №10-12, уголковой стали 10х10 сантиметров либо двутавра №10-12. Заготовки режут по размерам в чертеже, выкладывают горизонтально на ровной поверхности, соединяют методом электросварки. Потом сварочные швы нужно очистить от шлака, аккуратно зашлифовать болгаркой и покрыть антикоррозийной краской. После того, как рама сварена, нужно проверить конструкцию на предмет плоскостных отклонений.
Сборка стола
На данном этапе изготовления вибропресса для производства тротуарной плитки необходимо собрать стол в единую конструкцию. Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.
Чтобы обеспечить более жесткое соединение, между ножками и рамой желательно продумать вставки-косынки, сделанные из листовой стали толщиной минимум 3-4 миллиметра (выполняются в формате прямоугольного треугольника). Дополнительные связи для обеспечения жесткости также желательно сделать между ножками примерно на средине их длины по всему периметру.
Изготовление столешницы вибропресса
Столешница станка для производства бетонных плиточных покрытий (брусчатка, тротуарная плитка) должна быть прочной и жесткой. Ее каркас делают из деталей периметра и поперечных распорок.
Сам каркас с распорками выполняют из швеллера №8-10 или уголковой стали 7х7 сантиметров. Форма и размер каркаса должны точно соотноситься с формой и размерами рамы стола, столешница же может быть такой же либо больше на 6-7 сантиметров.
Все заготовки после нарезки болгаркой и торцовки укладывают на горизонтальную плоскость, сваривают электросваркой, затем обрабатываются шлифовкой швы. В процессе выполнения работ обязательно нужно следить за ровностью всех деталей. Рабочее положение каркаса такое: все горизонтальные полки швеллера либо уголка находятся сверху.
Далее нужно вырезать прямоугольник в соответствии с размерами каркаса (для этого лучше использовать листовую сталь толщиной около 8-10 миллиметров). Прямоугольник кладется сверху на каркас, аккуратно приваривается электросваркой снизу. Рабочее положение столешницы – листом стали кверху.
Устройство подвижного соединения стола со столешницей
Чтобы станок для вибропрессования тротуарной плитки работал правильно, необходимо сделать соединение стола и столешницы не очень жестким, но с определенным ограничением амплитуды вибрирования. Часто столешницу устанавливают на пружины, прикрепленные к столу.
Нужно найти 6 стальных пружин достаточной жесткости длиной до 12 сантиметров и сечением 5-6 сантиметров. Потом из трубы соответствующего диаметра (пружина должна входить внутрь свободно и без большого зазора) нарезают 12 стаканов длиной, равной трети длины пружин каждый.
Шесть стаканов приваривают по двум срединам длинных сторон и четырем углам стола сверху, другие шесть – с таким же расположением, но к столешнице снизу. До начала работ лучше столешницу положить на стол, вставить стаканы между ними и наметить соответствующие места мелком.
Выбор и установка электродвигателя или вибратора
Чтобы создать вибропресс для тротуарной плитки своими руками, не обойтись без двигателя для вибрирования. Двигатель должен быть достаточно мощным, при учете одновременного воздействия на конструкцию давления пресса. При сборке самодельного станка лучше приобретать качественные и надежные двигатели-вибраторы заводского производства, в которых предусмотрена возможность регулирования амплитуды колебаний, частоты. Подойдет ВИ-99/Е.
Давление на формы будет осуществляться вертикально, поэтому качественное уплотнение материала будет происходить горизонтально. Двигатель вибропресса крепят вертикально к столешнице снизу, примерно в точке пересечения диагоналей (там, где расположен центр тяжести). Чтобы крепление было возможным, снизу к столешнице приваривают кронштейн из стали со специальными отверстиями для крепления электродвигателя.
Лучше всего двигатель вибропресса крепить на болтах и резных шайбах, которые в процессе вибрации защитят крепеж от отворачивания и ослабления.
Как выбрать двигатель
Для такого устройства потребуется очень мощный двигатель. Если установить недостаточно мощный мотор, то станок выйдет из строя раньше, чем вы изготовите на нем свою первую партию плитки. Для того чтобы изготовить качественный станок, лучше присмотреть самые лучшие из доступных продающихся товаров. Отлично подойдет двигатель ВИ99/E. Он обладает отличной амплитудой колебания и имеет возможность регулирования частоты колебаний.
Чтобы при работе не раскручивались гайки, для крепления двигателя лучше всего использовать резаные шайбы.
Изготовление прессовочного узла
После того, как раствор заливается в формы и включается вибропресс, тротуарная плитка уплотняется и приобретает нужные характеристики. Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
Создать вибропресс с гидравлической системой своими руками трудно, намного проще сделать механический пуансон, который в действие приводится физической силой работника.
К короткой стороне рамы, сбоку к средине, приваривают специальный кронштейн с горизонтальной осью. На ось монтируют рычаг, сделанный из стального прямоугольного профиля диаметром 3х5 сантиметров, к концу его приваривают втулку с отверстием для оси. К другому концу рычага монтируют сваркой поперечную рукоятку длиной до 25 сантиметров из аналогичного профиля.
Желательно, чтобы длина рычага не превышала длину стола больше, чем на 15 сантиметров (оптимально 10-12). К средине рычага кронштейном с осью монтируют стальной стержень, который направлен в сторону столешницы и оборудован на конце пуансоном (стальной пластиной, которая точно повторяет в плане конфигурацию матрицы). Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.
Приспособления для домашнего производства
Чтобы самостоятельно сделать качественную тротуарную плитку, необходимо подготовить соответствующее оборудование. В противном случае вы не добьетесь идеального состояния бетона после заливки в матрицы.
В производстве стандартных изделий применяют следующие приспособления:
- вибростол;
- прессовальный станок;
- полиуретановые формы под заливку.
Вибрационный стол может быть усовершенствован и оснащен прижимной пластиной.
Человек без опыта конструирования вряд ли изготовит подобное оборудование без ошибок, но попробовать все же стоит.
Работа вибропропресса
Чтобы запустить в работу станок (вибропресс) для тротуарной плитки, достаточно выполнить несколько простых действий.
Технология создания плитки вибропрессованием:
- Матрицу смазывают маслом.
- Заливают смесь в форму, ставят ее на столешницу так, чтобы пуансон точно совпадал с матрицей.
- Рычагом прессуют смесь в форме и в этот же момент ненадолго включают вибродвигатель.
- Изделие изымается из матрицы для просушки и отверждения.
Состав смеси для тротуарной плитки на вибропрессе определяют, исходя из нужных характеристик итогового изделия. Обычно в состав входят песок, цемент, вода, отсев щебня, пигмент.
Создание вибропресса для тротуарной плитки своими руками – вполне выполнимая задача. При наличии оптимального чертежа, электросварки и всех необходимых деталей собрать качественный и надежный станок не составит труда.
Подробная технология
Технология тротуарной плитки начинается не с выбора цемента, а с рецептуры. Опять же два варианта развития:
- Фактура. Это лицевая видимая часть. Естественно, обязана поддерживать лучшие показатели по прочности и долговечности. А рецепт для фактурного слоя прост: цемента в два раза больше от нормы. На единицу песка потребуется две единицы щебня. Плюс пластифицирующая добавка и красители.
- Основа. Отвечает стойкость, поскольку она формирует запланированную толщину. Здесь уже меньше цемента. На один кубический метр состава понадобится 250 килограмм цемента. Щебень и песок 1 к 1. Нет красителей, пластификатор по стандартному расходу.
На обычном, бюджетном оборудовании начинают работу так:
- Задействуют две бетономешалки для основы и фактуры. На первой не используется краситель.
- В это же время необходимо обработать вибростол. Для этого достаточно выставить формы как можно плотнее друг к другу.
- Далее заливают фактуру. Достаточно всего 2-3 см от дна.
- После чего уже уплотняют небольшую массу в формах на вибростоле, он же станок для производства плитки тротуарной. И для этого можно включить установку на 5-10 секунд. Причем, на большинстве столов можно выставить колебания, и для этого процесса правильнее выбрать умеренный уровень.
- Заливаем основу. Выполняем загрузку емкости до самого края. Включаем умеренный режим на короткий период в 10 секунд.
- То, что необходимо выравнивать, обрабатывают шпателями. После чего можно формы перемещать на поддон или в стеллаж. Сверху обычно емкости с подсыхающим раствором закрывают пластиком.
- А уже на стеллаже или поддоне свежую партию закрывают полетной пленкой или плотным полиэтиленом. Совершать какие-либо действия с емкостями разрешается спустя двое суток.
- Специфическая распалубка. Для освобождения формы нужно на несколько минут распарить формы в теплой воде (60-70 градусов).
- Отпуск. Желательно высушить стройматериал полностью, и для этого ждут до 28 часов. Подразумевается естественная температура в летний период.
Резиновая тротуарная плитка
Эстетичность дорожек и площадок, мощенных тротуарной плиткой, бесспорна. Но цена такого покрытия, когда речь идёт о десятках квадратных метров, довольно высока. Поэтому одним из способов снизить стоимость этих работ является изготовление брусчатки своими руками. При этом качество изготовленной плитки должно обеспечивать долговечность и долгосрочную эстетичность покрытия, поэтому для изготовления этого отделочного материала применяют вибростанки и вибропрессы, уплотняющие смесь в формах и этим повышающие плотность готовых изделий.

Методы производства плитки: гиперпрессование, вибропрессование, вибролитьё
Продукция, изготовленная этими двумя методами, существенных отличий по качеству не имеет, но производство брусчатки вибропрессованием имеет более высокую производительность, так как при этом способе изделие извлекается из матрицы сразу же, не дожидаясь отверждения смеси, и форма снова готова для заполнения. Поэтому, имея потребность в нескольких сотнях квадратных метров брусчатки, целесообразнее использовать станок для производства тротуарной плитки методом вибропрессования.
Стоимость такого станка, изготовленного в промышленных условиях, в зависимости от его назначения и производительности составляет от 25 (мини-станок) до нескольких миллионов рублей, поэтому, обладая навыками производства слесарных и сварочных работ, в целях экономии вполне реально изготовить его самостоятельно.
Для сборки самодельного вибропресса рассмотрим его составные части, технологию их изготовления своими руками, а также требования, предъявляемые к готовому станку для эффективной и безопасной эксплуатации.
Рассмотрим конструкцию и составные части вибропрессовального мини-станка, который возможно изготовить в бытовых условиях.
В конструкцию вибропресса входят:
- Стол.
- Столешница.
- Устройство для вибрирования.
- Устройство для прессования.
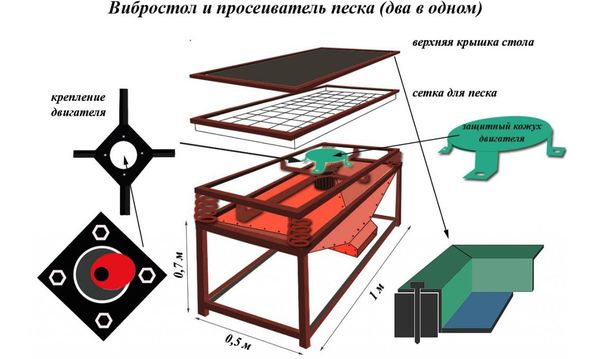
Схема вибростола и просеивателя песка
Каждая из этих частей состоит из нескольких узлов и связана с остальными деталями конструктивно и технологически. Прежде чем приступать к работе, необходимо выполнить рабочие чертежи устройства, что позволит определиться с конструкцией самодельного пресса, перечнем материалов и потребностью в них.
Рассмотрим возможность изготовления составных частей своими руками, а также целесообразность применения в ответственных местах готовых агрегатов, изготовленных в промышленных условиях. В силу нагрузок, испытываемых вибропрессом при работе, самодельный пресс-станок изготавливается из стальных заготовок, скреплённых между собой электросваркой, обеспечивающей жёсткое соединение деталей пресса и почти не реагирующей на вибрацию.
Конструкция стола самодельного станка состоит из ножек, приваренных к раме прямоугольного формата размером 50х70 или 70х100 см. Размер рамы зависит от размера столешницы, которая, в свою очередь, зависит от размера изготавливаемой брусчатки и количества форм, одновременно подвергающихся прессованию. Высота стола (длина ножек) подбирается под исполнителя работ и может составлять от 80 до 110 см.

Вибропресс может создавать плитку от двух до десяти сантиметров толщиной
Для изготовления стоек самодельного пресс-станка пригодны швеллер №10, труба диаметром 80-100 мм или уголковая сталь 100х100 мм. Четыре заготовки нужной длины своими руками отрезаются болгаркой, и их срезы аккуратно торцуются.
Если вибропресс будет устанавливаться стационарно, то при разметке реза к проектной длине ножек нужно прибавить 20-25 см – глубину, на которую опоры будут забетонированы в основание. Можно не добавлять этих 20-25 см, и приварить ножки к закладным деталям, предварительно своими руками забетонированным в пол.
Если станок делают переносным, то на нижние торцы ножек наваривают прямоугольные опорные пластины из стали толщиной 3-4 мм для равномерного распределения веса агрегата на основании.
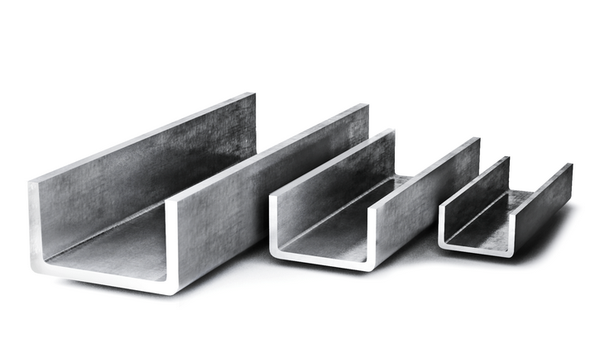
Швеллер №10
Верхняя рамная часть стола изготавливается из двутавра №10-12, швеллера №10-12 или уголковой стали размером 100х100 мм. Заготовки своими руками нарезаются по размерам, выкладываются на горизонтальной плоскости и соединяются электросваркой.
Все сварочные швы очищаются от шлака и шлифуются болгаркой для последующего покрытия антикоррозионной краской.
Рама стола после сварки не должна иметь плоскостные отклонения.
Раму располагают на горизонтальной плоскости нижней частью вверх, и по углам строго вертикально приваривают к ней ножки. Для более жёсткого соединения этих деталей между рамой и ножками приваривают вставки-косынки из листовой стали толщиной 3-4 мм в форме прямоугольного треугольника. Между ножками на середине их высоты по периметру также сваркой крепят дополнительные связи для жёсткости.

Для изготовления стола вы можете выбрать исключительно качественные материалы и крепления
Столешница мини-станка для изготовления брусчатки вибропрессованием должна быть жёсткой и прочной, поэтому её каркас состоит не только из деталей периметра, но и поперечных распорок. Каркас с распорками изготавливается из уголковой стали размером 70х70 мм или швеллера №8-10. Формат каркаса должен соответствовать формату рамы стола, а габариты столешницы могут равняться размерам рамы или превышать их на 5-7 см.
Нарезанные болгаркой и отторцованные заготовки укладываются на горизонтальную поверхность и соединяются электросваркой, сварочные швы шлифуются. Все детали каркаса должны располагаться в одной плоскости. Рабочее положение каркаса – горизонтальные полки уголка или швеллера должны располагаться сверху.
По размерам каркаса из листовой стали толщиной 8-10 мм вырезается прямоугольник, который укладывается на каркас сверху и приваривается к нему снизу электросваркой. Рабочее положение столешницы на станке – стальным листом кверху.
Для обеспечения вибрирования столешницы её соединение со столом не должно быть жёстким, но амплитуда колебаний должна быть ограничена. Одним из возможных конструктивных решений в данном случае является установка столешницы на прикреплённые к столу пружины.
Этот этап работы начинают с подбора шести стальных пружин приемлемой жёсткости длиной 10-12 см и диаметром 5-6 см. Затем из трубы подходящего диаметра (внутрь свободно, но без значительного зазора должна вставляться пружина) своими руками нарезают 12 кусков — «стаканов» длиной 1/3 от длины пружин.
Шесть стаканов привариваются по четырём углам и двум серединам больших сторон стола сверху, а остальные шесть — в соответствующие места столешницы снизу. Для предварительной точной разметки столешница укладывается на стол в рабочее положение, между ними по проектным местам вставляются шесть стаканов, вокруг которых мелком очерчиваются места установки.
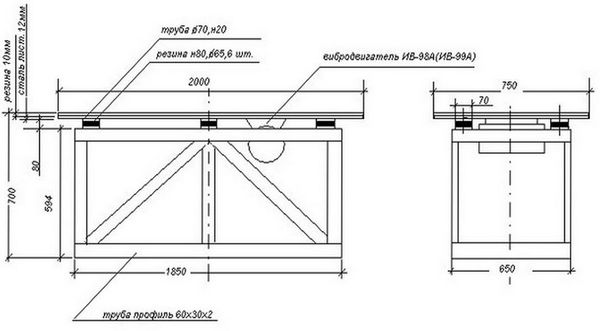
Чертеж простого вибростола для плитки
Двигатель для вибрирования, учитывая одновременное воздействие на столешницу давления пресса, должен обладать достаточной мощностью. Изготовление самодельного вибропресса – процесс трудоёмкий, и выход его из строя из-за установки заведомо непригодного мотора малой мощности – эксцесс неоправданный. Поэтому при сборке самодельного мини-вибропресса целесообразно использовать имеющиеся в продаже надёжные двигатели-вибраторы промышленного производства с возможностью регулирования частоты и амплитуды колебаний, например, ВИ-99/Е.
С учётом того, что давление на форму будет оказываться в вертикальной плоскости, качественное уплотнение будет обеспечено вибрированием в горизонтальной плоскости. Для этого вибродвигатель должен быть установлен на столешнице вертикально, снизу, приблизительно в месте пересечения её диагоналей (центр тяжести). Для этого к столешнице снизу приваривается стальной кронштейн с отверстиями под крепление электромотора.
Двигатель монтируется на болтах с применением разрезных шайб (шайб Гровера), препятствующих отворачиванию гаек при вибрации.

Вибростол с электродвигателем
Отличительной особенностью изготовления брусчатки методом вибропрессования является использование неэластичных полиуретановых форм, как при вибролитье, а жёстких матриц. Форма-матрица заполняется смесью требуемой влажности и устанавливается на столешницу, после чего производят её кратковременное вибрирование и прессование узлом под названием пуансон. Затем изделие из формы извлекается, и матрица вновь готова к использованию.
В домашних условиях оборудовать самодельный вибропресс системой гидравлики технически сложно осуществимо, поэтому рассмотрим изготовление механического пуансона, приводимого в действие физическим усилием человека.
Сбоку к середине короткой стороны рамы стола приваривается кронштейн с горизонтальной осью, на которую устанавливают рычаг, изготовленный своими руками из прямоугольного стального профиля сечением 30х50 мм с приваренной на конце втулкой с отверстием под ось. На другой конец рычага приваривается поперечная рукоятка длиной 20-25 см из того же профиля. Длина рычага должна превышать длину стола на 10-15 см. К середине рычага также посредством кронштейна с осью крепится стальной стержень, направленный в сторону столешницы и имеющий на своём конце стальную пластину (пуансон), точно повторяющую конфигурацию матрицы в плане. На поперечной рукоятке рычага располагают кнопку включения-выключения вибродвигателя.
Смазанная маслом матрица заполняется смесью и устанавливается на столешнице таким образом, чтобы пуансон на рычаге точно совпал с формой. С помощью рычага своими руками производится прессование пуансоном смеси в матрице при одновременном кратковременном включении вибродвигателя кнопкой, после чего рычаг откидывается, и изделие извлекается из матрицы для отверждения и просушки.