Таблица 1. -Характерные неисправности в работе сварочных полуавтоматов, вероятные причины их возникновения и способы устранения
| Наименования неисправностей дополнительные признаки | Вероятная причина возникновения неисправности | Способ устранения |
| При включении выключателя, расположенного на сварочной горелке, не зажигается дуга | – Отсутствие контактов в сварочной цепи | – Проверить надежность контактов и зачистить их |
| При сварке наблюдается неравномерная подача сварочной проволоки | – Недостаточный зажим сварочной проволоки в роликах привода механизма подачи. – Большой износ ведущего ролика – Заедание сварочной проволоки в канале или наконечнике сварочной горелки | – Отрегулировать давление прижимных роликов изменением поджатая пружины; – Заменить ведущий ролик; – Прочистить канал или наконечник: в случае чрезмерного износа заменить его новым |
| Прекращается подача защитного газа в горелку | – Перепутывание сварочной проволоки в кассете – Не срабатывает газовый клапан | – Распутать проволоку. – Проверить электрическую цепь газового клапана |
| Сварочная проволока образует петлю между подающими роликами и входным штуцером гибкого шланга | – Нарушена герметичность газового тракта – Большое расстояние между подающими роликами и входным штуцером гибкого шланга | – |Восстановить герметичностьгазового тракта – Максимально уменьшить расстояние |
| Сопло и цанговый зажим сварочной горелки находятся под напряжением | – Нарушена изоляция между горелкой и соплом попали брызги. | – Восстановить изоляцию удалить брызги металла. |
| Не регулируется скорость подачи сварочной проволоки при изменении сопротивления потенциометром | – Неисправен потенциометр. – Нет обратной связи по напряжению в блоке привода | – Заменить потенциометр – Проверить качествопаек в блоке привода |
| При нормально работающем двигателе подачи сварочной проволоки периодически обрывается дуга. | – Малая скорость подачи сварочной проволоки. – Большая сила сварочного тока. | – Увеличить скорость подачи сварочной проволоки. – Уменьшить силу сварочного тока |
Контрольные вопросы и задания:
1.Укажите порядок работы на сварочном полуавтомате ПДГ-502У3
2.Перечислите технические характеристики сварочного полуавтомата ПДГ-502У3
3.Расшифруйте обозначение сварочного полуавтомата ПДГ-502У3
4.Объясните причину и способ ее устранения, если «при сварке наблюдается неравномерная подача сварочной проволоки»
ЛЕКЦИЯ № 19
План
1.Назначение, комплектность и функциональная блок-схема сварочного полуавтомата для сварки порошковой проволокой А-7652.Устройство и эксплуатационные особенности сварочного полуавтомата для сварки порошковой проволокой А-7653.Порядок работы на сварочном полуавтомате А-7654.Основные технические характеристики сварочных полуавтоматов
5.ТБ и пожарная безопасность при работе на сварочных полуавтоматах
Ключевые слова: сварка; дуговая сварка; сварочный полуавтомат; механизм подачи электродной проволоки; гибкий шланг; сопло; горелка, порошковая проволока.
1. Голошубов В.И, Сварочные источники питания .-Киев, Аристей, 2005
2. Гуменюк.В., А.Ф. Иваськив, А.В. Гуменюк Технология электродуговой сварки – Киев: Грамота, 2007
3. Китаев A. M., Китаев Я.А. Справочная книга сварщика. – М.: Машиностроение
4. Шебеко Л.П. Оборудование и технология автоматического и механизированного сварки. М: Высшая школа,1986
1. Назначение, комплектность и функциональная блок-схема сварочного полуавтомата для сварки порошковой проволокой А-765
Сварочный полуавтомат А-765 В 4 (рис.1) предназначен для дуговой сварки и наплавки сплошной и порошковой проволокой.|..
Сварочный полуавтомат обеспечивает механизированную подачу проволоки в зону сварки, возможность сварки в труднодоступных местах и обслуживание значительной производственной площади при небольшом вспомогательном времени.
Комплектность сварочного полуавтомата А-765У4
В комплект сварочного полуавтомата входят:
– источник питания (сварочный выпрямитель ВС-600 с отдельной шкафом управления);
– фигурка для сварочной проволоки;
 – запасные части.
– запасные части.
Рис.1- сварочный полуавтомат А-765:
1- подающий механизм,2- фигурка для электродной проволоки, 3- тележка|
Функциональная блок-схема сварочного полуавтомата для сварки порошковой проволокой А-765 представлена на рисунке 2.
МПТ
Ш
Г
св пр
св пр
св ток
ШУ
ВС-600
Рис. 2 – Функциональная блок-схема сварочного полуавтомата
для сварки порошковой проволокой А-765
2 Устройство и эксплуатационные особенности сварочного полуавтомата для сварки порошковой проволокой А-765
Подающий механизм, предназначенный для подачи сварочной проволоки в зону горения дуги. Подающий механизм приводится в действие асинхронным трехфазным электродвигателем напряжением 36 В. Кинематическая схема подающего механизма приведена на рис. 3.
Скорость подачи проволоки устанавливается с помощью сменных шестерен и не зависит от напряжения дуги. Порошковая проволока обладает малой жесткостью и может быть раздавлена подающими роликами при сильном их сжатии. Учитывая это, подачу сварочной проволоки осуществляют двумя парами роликов: верхними- гладкими и нижними – наборными с канавкой.
Все четыре ролика ведущие; это позволяет обеспечивать необходимое усилие проталкивания сварочной проволоки при небольшом усилии их прижима, вследствие чего уменьшается деформация порошковой проволоки подающими роликами.
Все ролики изолированы от корпуса подающего механизма, позволяющего устанавливать его непосредственно на свариваемый изделие.
Подающий механизм снабжен специальной струбциной для крепления его в наиболее удобных для сварки местах; кроме того, он симметричен и может подавать сварочную проволоку в двух направлениях в зависимости от того, с какой стороны присоединен горелка.
Горелка (рис. 4) служит для подачи сварочной проволоки в зону сварки и подвода сварочного тока. Проволока подается по направляющему каналу, а сварочный ток по отдельному каналу. Сварочная проволока укладывают на фигурку, укрепленную на тележке.

Рис.3- Кинематическая схема подающих механизма полуавтомата |А-765:
I – электродвигатель; 2 – червячная| |передача; 3 – подающие ролики; 4 -| переменные зубчатые|зубчасті| колес

Рис. 4 – Горелка полуавтомата А-765:
1 – мундштук; 2 – пусковая кнопка; 3 – рукоятка;
4 – токоподводящий кабель; 5 – гибкий шланг для сварочной проволоки

Помогите разобраться, не могу починить сгоревший регулятор на полуавтомате!
Новый из Италии надо заказывать, 90 дней обещают вести(((.
Перепутали вход питания и выход на моторчик регулятора
подачи сварочной проволоки, регулятор перестал работать.
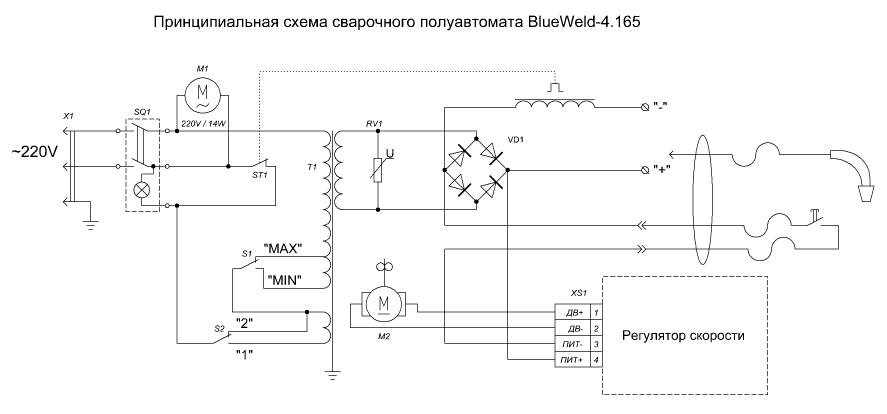
Вот схему его нашел:

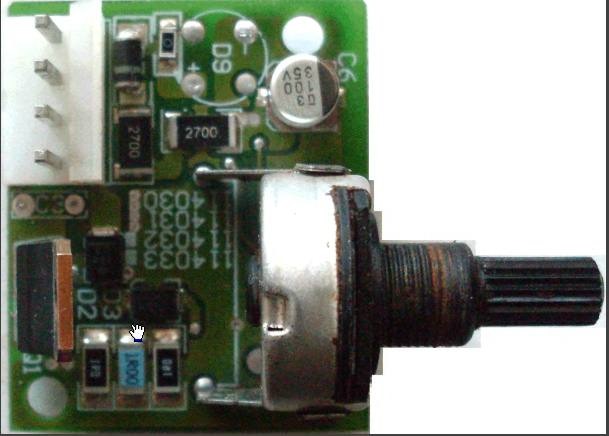
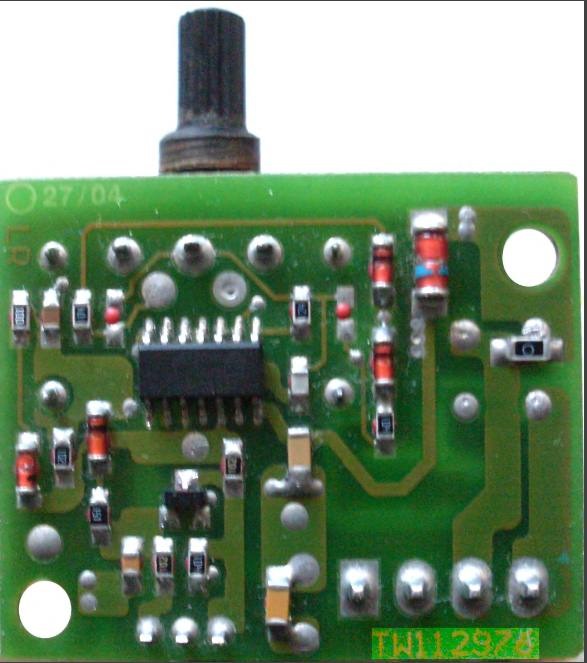
Визуально было видно, что повреждены резисторы внизу от мосфета, обведенные красным. Решил их заменить, а поскольку SMD не нашел поставил обычные на 1 ом. Так же заменил мосфет.
Прозвонил диоды все — живые. Проверил переходы транзистора — звонятся переходы.
Вот схема сварочника.
Подаю питание: ток не регулируется.
Мосфет полностью открыт. На выходе регулятора напряжение равно напряжению на входе.
На стабилитроне есть 12 вольт.
Поменял микросхему. Ничего не поменялось.
Куда копать? Сегодня померяю осциллографом частоту на входе на мосфет, с генератора частоты но думаю, если он открыт там висит единица…
UPD: 1. По всей видимости генератор частоты, после замены микросхемы заработал. Но на выходе все равно напряжение не меняется- мосфет открыт все время !
Подключил осциллограф. на ногу Gate мосфета приходят импульсы амплитудой 11 вольт.
На осциллограмме видно, как меняется широта импульса, в зависимости от положения ползунка резистора.
Отчего то мосфет не работает.
Содержание
Комментарии 41
Так чем история закончилась?
как вариан фуфло попалось а не нормальный транзистор, левака щас полно продают и можно нарваться
Завтра попробую выпаять и проверить отдельно.
вот все и прояснилось, мосфету хана, в нем похоже при переполюсовке внутренний диод екнулся, кстати он сильно грелся когда работал? я бы туда что-нибудь типа irfp260 поставил
Я не думаю, что он грелся. Мотор небольшой, потребляет до 1 ампера. Кстати, очень странно: мосфет я вчера поменял… Что ему еще надо? Я думал, они не требовательны к условиям работы.
отмыть плату, может где утечка идет, проверить внимательно на сопли, так же диоды еще раз проверить все
D3 можно вообще убрать, он в транзисторе есть
Проверить вообще он запирается или нет, как написано ниже замкнув затвор на минус
У меня такой же лежит регулятор, но так и не смог разобраться, видимо косяк в схеме, читал где-то что у них это проблема основная…
А где вы взяли новый? Сколько обошелся денег?
Новый не нашел, просто перестал пользоваться полуавтоматом…
С наибольшей вероятностью, Q1 у вас пробит, сгоревшие резисторы тому подтверждение. Проверить его проще, замкнув затвор на землю (замкнув резистор в цепи затвора 100 кОм, или к-э Q2 между собой). Если транзистор закроется (мотор подачи перестанет работать) — то Q1 исправен. Также проверьте D3 — он прозванивается без проблем. И убедитесь что на стабилитроне 12 Вольт.
Если Q1 целый, то причиной является неисправность микросхемы 4069. Причиной выхода её из строя, кстати, может быть высохший конденсатор C6.
Я поменял Q1 вчера, вместе с резисторами.Сегодня проверил осциллографом: на затвор приходит импульсы с широтой меняющейся в зависимости от положения переменного резистора. Значит вся схема до затвора заработала. Буду проверять конденсатор и D3.
Кстати, проверьте провод который идёт от стока Q1 (ДВ-) к двигателю — не замкнут ли он где случайно на корпус, на массу…
Хорошо. Хотя провод этот короткий, и не поврежденный.
Спасибо за советы! С ними себя увереннее ощущаешь с незнакомой техникой. Хотя и занимаюсь электроникой, но это немного новое для меня.
Всё получится — вы на правильном пути!
Нужно смотеть генератор импульсов, а конкретно скорее всего кондёр, от скорости его заряда зависит частота на частотном инверторе. Ну похожая проблема может быть если Q2 неисправен, кстати вы говорили звонили переходы — звонятся, коллектор — эммитер звонили? если звонится, то в мусорку. Можно ещё глянуть кондёр под 1к сопротивлением.
Простите, я неверно выразился. Тестером в режиме прозвонки диодов звоняться переходы транзистора как 0,7 вольта. Сегодня генератор импульсов заработал, а Q1 все время открыт. Надо копать выходную часть схемы. Не разу с мосфетами дела не имел.
Да ваще не надо париться ! Тут деталей то кот наплакал ! Заменить ВСЕ полупроводниковые элементы оптом . Там их будет аж на 100 рубаслв . Только теперь надо менять ВСЕ без исключения, даже те что Вы меняли .Роно на 10 минут работы .
Вы дома также делаете? Лампочка перегорела, бежите менять все люстры розетки выключатели и менять проводку?
Как я делаю дома можете посмотреть в блоге или БЖ . А если человек не понимает то ему так будет проще . Или начать курс физики с 5го класса ?
Вы дома также делаете? Лампочка перегорела, бежите менять все люстры розетки выключатели и менять проводку?
я иногда так делаю. особенно, когда приносят блок в работу, а искать конкретную деталюшку некогда. или когда подозрение падает на всякие микрухи, которым надо полдня создавать тестовую обвязку, а цена новой микрухи при этом 50р.
поменял на 100…200р всю подозрительную цепь, за час, отдал заказчику — в итоге всегда всё работает.
Да ваще не надо париться ! Тут деталей то кот наплакал ! Заменить ВСЕ полупроводниковые элементы оптом . Там их будет аж на 100 рубаслв . Только теперь надо менять ВСЕ без исключения, даже те что Вы меняли .Роно на 10 минут работы .
Да, это хоть и неправильно, но я так вчера сделал. Генератор выдает ШИМ модуляцию, а мосфет не реагирует. Похоже, что открыт все время.
Q2 проверьте. При неисправном будет полный шим на полевике.
Наоборот, будет 0 В на затворе и мотор вращаться не будет…
Это если накоротко. Транзисторы обычно выгорают на разрыв.
Да какая разница. «Полный ШИМ», как вы выразились, т.е. постоянный плюс на затворе будет только если с выхода инверторов 4069 приходит такой сигнал. А Q2 стоит в защите по перегрузке по току, он никак не может давать плюс на затвор. Либо он пробит, и затвор сидит на земле, либо он в обрыве — тогда только защита перестанет работать. А плюс-то как он подаст на затвор?
Q2 в зависимости от тока нагрузки обрезает по ширине импульс ШИМа. Если он неисправен, Двигатель будет регулироваться в очень маленьком диапазоне, учитывая, что для поддержания стабильных оборотов ток выбирается примерно из 0,5 максимального. Кроме того, без осциллографа там делать нечего.
Q2 откроется, только когда напряжение на резисторе 0,33 Ом (3 по 1 Ом) в цепи истока Q1 превысит 0,6 В. Т.е. при токе в цепи мотора порядка 2 А. Классическая схема защиты выходного каскада от перегрузки по току.
Но опять же, транзистор Q2 может только ЗАКРЫТЬ полевик Q1, но никак не открыть! Плюса на нём нет. Так что причиной «непрерывного вращения мотора подачи» он быть никак не может. Если его выпаять — все продолжит работать без изменения. Если его закоротить — то мотор подачи встанет.
как ножки у мосфета звонятся? он может быть постоянно открыт в случае, если у него на затворе постоянный плюс. или если у него сопротивление между стоком и истоком 0 (или около того ом).
Во-первых, что значит «ток не регулируется» ? Ток здесь регулируется переключением первички трансформатора и к схеме непосредственного отношения не имеет.
Так же не пойму, нахрена диодный мост в схеме подачи (кстати на плате его не видно)
И как измеряли напряжение на выходе подачи? Отнносительно плюса я ж надеюсь?
Измерьте напряжение на затворе относительно массы — там должен быть ноль или (в случае, если генератор работает) тестер может показать что-то а осцил должен показать прямоугольники.
Также ткните осцом на вход кучки инверторов (DD1.3)
Диодный мост на схеме, как я понимаю, стоит вместо мощного диода защиты от переполюсовки питания: от неправильной полярности питания выгорят нулевые резюки-перемычки, в нормальном включении шунтирующие мост.
Схемного смысла в этом не вижу, думаю, этот мост либо миниатюрнее подходящего диода, либо оказался дешевле.
Вообще не понимаю, зачем ставить какие-то защиты от переполюсовок на платах, мёртво стоящих внутри железного ящика и при нормальной работе не трогаемых годами
Как инженер систем чпу, я вам точно могу сказать — если плата стоит дороже пачки сигарет, защищать её надо. Обязательно найдётся дурак, который влезет, сломает, а потом будет говорить большое спасибо за наличие защиты…
Собираться это должно на заводе, а уважающий себя завод дураков принимать на работу не будет.
Защита от дурака — это хорошо, но а) на любую такую защиту всегда найдётся более глупый дурак 🙂 и б)всюду пихать защиту — это нецелесообразно по многим факторам.
Посмотрите на диод D7 — это именно защитный диод, без вариантов и обсуждений.
Диодный мост на схеме, как я понимаю, стоит вместо мощного диода защиты от переполюсовки питания: от неправильной полярности питания выгорят нулевые резюки-перемычки, в нормальном включении шунтирующие мост.
Схемного смысла в этом не вижу, думаю, этот мост либо миниатюрнее подходящего диода, либо оказался дешевле.
Диодный мост нарисован в схеме из за избыточности схемы. Это для тех сварочников, где на вход подают переменку.
Присмотрелся к схеме, вынужден признать, что вы почти наверняка правы — поскольку защитный диод на схеме есть (D7), как и всё необходимое для питания от переменного тока, хотя и странно, что кондёры после стабилитрона, а не до.
Меня ввёл в некоторое заблуждение факт, что резюки, в отличие от моста, никак не отмечены опциональными (для чего обычно применяется пунктир)
Во-первых, что значит «ток не регулируется» ? Ток здесь регулируется переключением первички трансформатора и к схеме непосредственного отношения не имеет.
Так же не пойму, нахрена диодный мост в схеме подачи (кстати на плате его не видно)
И как измеряли напряжение на выходе подачи? Отнносительно плюса я ж надеюсь?
Измерьте напряжение на затворе относительно массы — там должен быть ноль или (в случае, если генератор работает) тестер может показать что-то а осцил должен показать прямоугольники.
Также ткните осцом на вход кучки инверторов (DD1.3)
Простите, не регулируется напряжение на выходе с мосфета. Диодный мост показан пунктиром, для схемы где приходит переменка. Тут он не запаян.
Нет, напряжение я измерял между выходами на регулятор. Т.е. на разъеме ХР1 1 и 2 вывод — «+» и «-» двигателя.
Генератор показал на затворе относительно массы импульсы с амплитудой 11 вольт. Частота около 12 кГц, меняется их широта.
Мосфет не реагирует на изменение ширины импульсов, хотя я его менял.
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.



Циклон ПДГ 200
Бренд:![]() Россия, г.Ростов-на-Дону, ООО НПО «Югприбор»
Россия, г.Ростов-на-Дону, ООО НПО «Югприбор»
Страна изготовления: Россия, ООО НПО «Югприбор»
Официальный сайт: yugpribor.ru
Интернет-магазин сварочного оборудования «Циклон»: cyclony.ru
Полуавтомат углекислотный сварочный универсальный «Циклон» ПДГ-200 для однофазной сети питания предназначен для дуговой полуавтоматической сварки стальных конструкций толщиной от 0.5 до 6 мм плавящимся электродом — стальной сварочной проволокой диаметром 0.8 до 1,2 мм в среде защитного газа, а также самозащитной или активированной порошковой проволокой тех же диаметров.
Данный сварочный аппарат может использоваться для сварки как низко -, так и высоколегированных (нержавеющих) сталей.
Аппарат сварочный трансформаторный ПДГ200 наделен важной функцией защиты от перегрева. Как только температура в двух базовых узлах (силовой трансформатор и выпрямительный мост) превысила допустимую, ПДГ200 автоматически отключается. Индикатор покажет, когда температурный режим восстановился и можно продолжать работу.
Еще одно полезное свойство, особенно для станций ремонта и техобслуживания автомобилей, генерирование +12 В для прогрева металла перед рихтовкой, либо пуска двигателя при разрядившемся аккумуляторе или в морозную погоду.
Конструкция ПДГ200 предусматривает надежную защиту от перегрузок.
В комплект входят:
встроенная горелка длиной 2,5 м,
держатель под «еврокатушку»,
кабель массы с зажимом,
инструкция/паспорт,
гофрокороб.
Напряжение питающей сети, В 1 фаза ≈ 220 ± 10% 50 Гц
Максимальная потребляемая мощность, кВт 5,5
Продолжительность работы (ПН) при максимальном токе, % 20
Режим углекислотного сварочного полуавтомата (СО2)
Пределы регулирования напряжения холостого хода, В 19-31
Пределы изменения сварочного тока, А 40-200
Толщина свариваемого металла, мм от 0,5+0,5 до 6+6
Применяемая сварочная проволока, мм 0,8-1,2
Регулировка подачи проволоки, м/мин Автоматически стабилизированная 0,5 — 10
Емкость катушки для сварочной проволоки, кг 2-5
Задержка выключения газа, сек (не менее) 1
Режим пуска и прогрева (+12В)
Максимальный ток при пуске и прогреве, А 320
Пределы регулирования напряжения холостого хода, В 9,5-15,5
Режим ручной дуговой сварки
Максимальный ток сварки, А —
Пределы регулирования напряжения холостого хода, В —
Применяемый сварочный электрод, мм —
Габаритные размеры, мм (не более) (Д x Ш x В) 450 x 260 x 390
Масса, кг (не более) 28
Руководство по эксплуатации сварочного полуавтомата Циклон ПДГ 200(инструкция)
Если у Вас есть опыт использования данного аппарата, мы будем
признательны Вам за объективный и развернутый отзыв, который поможет
разобраться в достоинствах и недостатках представленного аппарата.
Циклон ПДГ 200:
Прикрепления: